
FI
Kaikki mitä sinun tulee tietää volframikarbidista kallionporaustyökaluista
Teollisuuden uutisia-Volframikarbidikiven poraustyökalut ovat nykyaikaisen kaivostoiminnan, rakentamisen, louhinnan ja geoteknisten töiden selkäranka. Räjäyttätkö graniittia avolouhoksessa tai ankkuroit perustukset kovaan kalkkikiveen, porasi suorituskyky riippuu lähes kokonaan leikkauspinnan kovametallityökalujen laadusta ja suunnittelusta. Tässä oppaassa kerrotaan kaikesta käytännöllisestä, mitä sinun on tiedettävä – näiden työkalujen toiminnasta oikean valitsemiseen ja pidempään toimimiseen.
Mikä tekee volframikarbidista oikean materiaalin kallionporaukseen
Volframikarbidi (WC) on komposiittimateriaali, joka on valmistettu sintraamalla volframikarbidihiukkasia metallisella sideaineella - yleisimmin koboltilla. Tuloksena on poikkeuksellisen kova materiaali, jonka Vickers-kovuus vaihtelee välillä 1 400 - 1 800 HV, mikä tekee siitä paljon kovempaa kuin teräs, mutta säilyttää silti riittävän sitkeyden sietääkseen kallionporauksen vaatimia toistuvia iskukuormituksia.
Volframikarbidin erottaa muista kovista materiaaleista sen ominaisuuksien yhdistelmä. Puhdas keramiikka on kovempaa, mutta liian hauraaa iskuporaukseen. Työkaluteräs on sitkeämpi, mutta kuluu aivan liian nopeasti hankaavaa kiveä vastaan. Karbidi saavuttaa käytännön porauksen vaatiman tasapainon: se kestää hankaavaa kulumista, kestää hyvin puristuskuormitusta ja sitä voidaan tarkkuushioa eri kivilajeihin ja porausmenetelmiin sopiviksi tietyiksi geometrioiksi.
Kobolttisideainepitoisuus on yksi tärkeimmistä muuttujista karbidiformulaatiossa. Korkeampi kobolttiprosentti (12–16 %) lisää sitkeyttä ja iskunkestävyyttä, mikä tekee siitä sopivan murtuneelle tai heterogeeniselle kivelle. Pienempi kobolttipitoisuus (6–8 %) tuottaa kovempaa, kulutusta kestävämpää laatua, joka soveltuu homogeenisille, erittäin hankaaville muodostelmille, kuten kvartsiitille tai hiekkakivelle. Väärän laadun valinta muodostukselle on yleinen syy ennenaikaiseen työkaluvikaan.
Volframikarbidin kiviporaustyökalujen päätyypit
Termi "volframikarbidikiven poraustyökalut" kattaa laajan tuoteperheen. Sovelluskohtaisen työkalutyypin ymmärtäminen on ensimmäinen askel kohti tehokasta porausta.
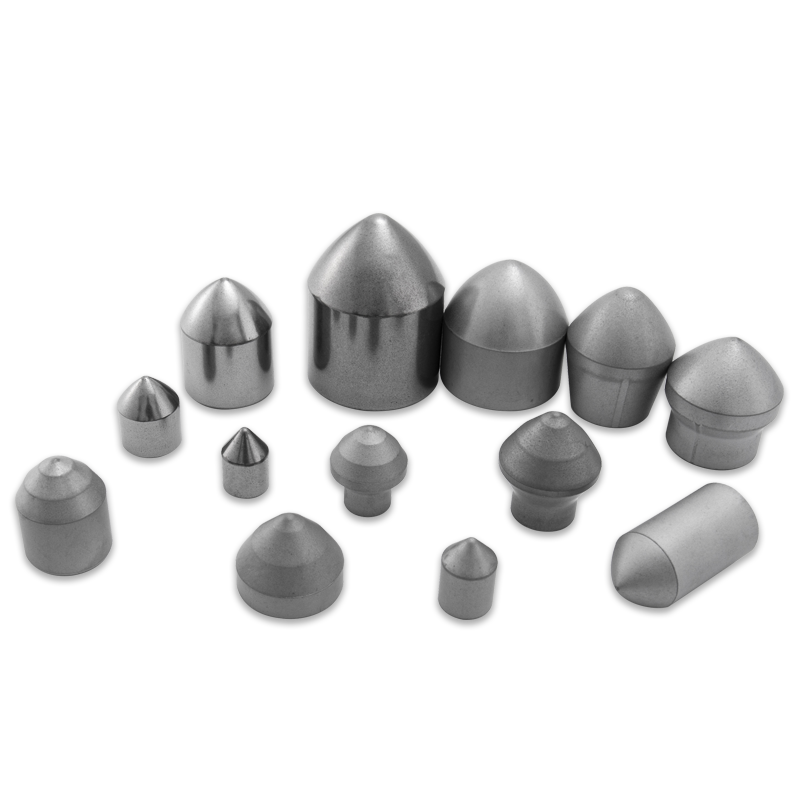
Painikkeiden bittiä
Nappikärjet ovat yleisimmin käytetty kovametalliporatyökalu pinta- ja maanalaisessa kaivoksessa. Pallomaiset tai ballistisen muotoiset kovametalliterät puristetaan teräsrunkoon kuviolla, joka on suunniteltu peittämään koko poran pinta. Nappikärkiä käytetään pyörivä-iskuporausjärjestelmissä, ja niitä on saatavana tasapinnalla, kuperalla (kupolilla) ja koveralla kokoonpanolla, joista jokainen sopii erilaisiin kiviolosuhteisiin.
- Pyöreät painikkeet: Paras kovalle, hankaavalle kivelle; maksimaalinen kulutuskestävyys.
- Ballistiset (paraboliset) painikkeet: Parempi tunkeutumisnopeus keskikovassa kivessä; suositellaan, kun ROP on prioriteetti.
- Munamuotoiset napit: Kompromissi ballististen ja pallomaisten välillä, yleinen sekakukovuusmuodostelmissa.
Ristibitit ja X-bitit
Ristikärjeissä on neljä kovametallisiipeä, jotka on järjestetty risti- tai X-kuvioon juotettuna teräsrunkoon. Niitä käytetään yleisesti kevyessä iskuporauksessa, kuten nokkajalkaporauksessa ja ajoporauksessa pehmeämmässä tai keskikovassa kivessä. Ristiterät on yksinkertaisempi valmistaa ja hioa uudelleen, mikä tekee niistä taloudellisia sovelluksissa, joissa muodostusolosuhteet ovat suhteellisen yhdenmukaiset. Ne kuluvat kuitenkin nopeammin kuin nappikärjet erittäin hankaavissa muodostelmissa.
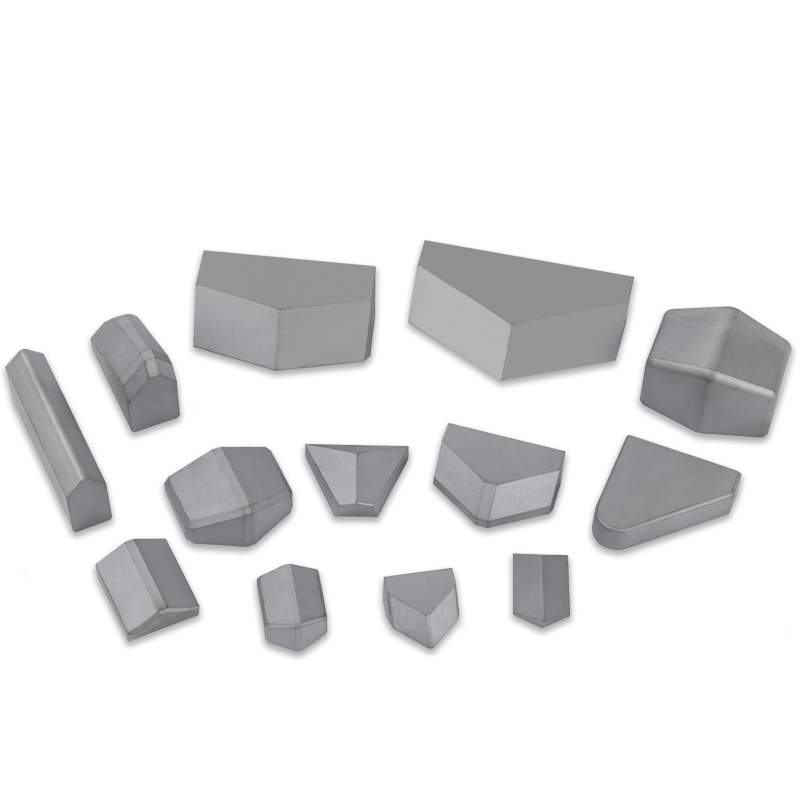
Taltan terät
Talttaterät käyttävät yhtä kovametalliterää tai juotettua kovametallinauhaa lineaarisessa leikkauskokoonpanossa. Niitä käytetään ensisijaisesti halkaisijaltaan pienempiin käsin pidettäviin iskuporeihin, rakennusankkuriporaukseen ja toisiomurtamiseen. Niiden yksinkertainen geometria tekee niistä edullisia ja helppoja teroittaa, vaikka ne rajoittuvatkin pehmeämpään kallioon ja pienempiin reikien halkaisijaan.
Tricone-rullan kärjet kovametallisisäkkeillä
Suurten räjäytysreikien sekä öljy- ja kaasusovelluksien pyörivässä porauksessa trikonikärjet käyttävät volframikarbiditeriä, jotka on puristettu pyörivien kartioiden teräshampaisiin. Kun kartiot pyörivät kallion pinnan poikki, insertit murskaavat ja halkeavat muodostuman. Terän geometria vaihtelee kovan kiven tylsistä puolipallomaisista muodoista pehmeiden muodostelmien pitkänomaisiin talttamuotoihin. Nämä ovat kalliita työkaluja, mutta tarjoavat erinomaiset tunkeutumisnopeudet suurihalkaisijaisissa pyörivissä sovelluksissa.
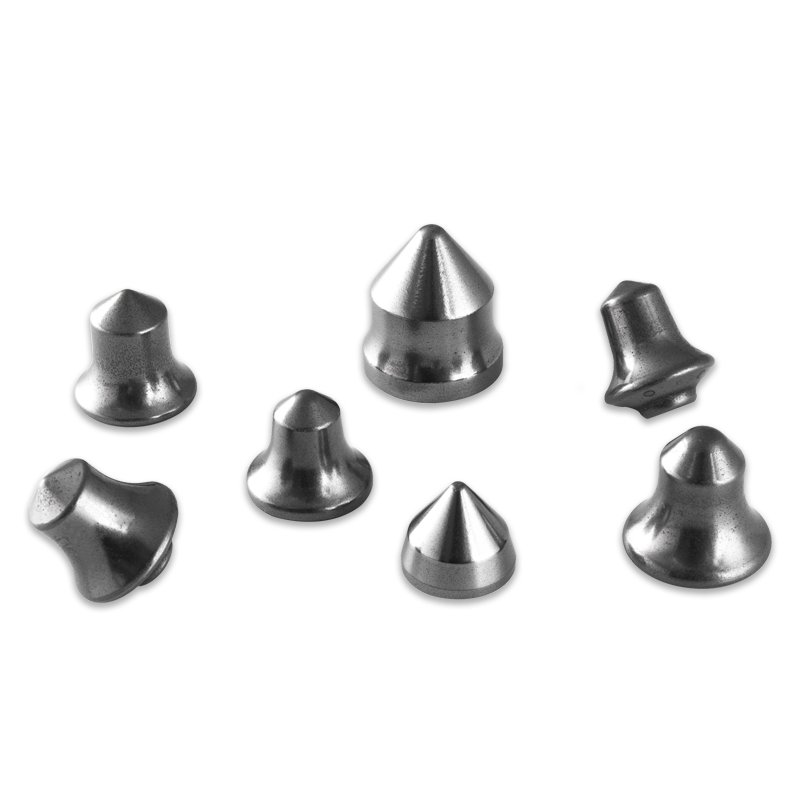
DTH (Down-The-Hole) vasaran terät
DTH-kärjet ovat erikoistyyppisiä nappikärkiä, jotka on suunniteltu käytettäväksi alas-reikävasarajärjestelmissä, joissa iskumekanismi kulkee alas poranterää pitkin ja iskee terän suoraan kallion pintaan. Tämä minimoi energiahäviön ja tekee DTH-porauksesta poikkeuksellisen tehokkaan syvissä reikissä ja kovassa kalliossa. DTH-kärkien kovametallipainikkeiden asettelu ja pintageometria on suunniteltu erityisesti vasaran käytön korkeataajuisia ja energiatehokkaita iskuja varten.
Oikean kovametallin poraustyökalun valinta
Oikean volframikarbidiporatyökalun valintaan kuuluu työkalun ominaisuuksien sovittaminen neljään keskeiseen muuttujaan: kalliotyyppi, porausmenetelmä, reiän halkaisija ja käyttöolosuhteet. Tämän osuman saaminen oikein vaikuttaa suoraan tunkeutumisnopeuteen, työkalun käyttöikään ja porausmetrin hintaan.
| Kivityyppi | Suositeltu työkalutyyppi | Karbidilaatu |
| Pehmeä (kalkkikivi, hiili, liuske) | Taltta- tai poikkiterä | Korkea koboltti (kova laatu) |
| Keskikokoinen (graniitti, basaltti) | Napinterä (ballistiset lisäosat) | Keskikokoinen koboltti (tasapainoinen laatu) |
| Kova ja hankaava (kvartsiitti, kertti) | Button bit (pallomaiset insertit) tai DTH-bitti | Matala koboltti (kulumista kestävä laatu) |
| Murtunut / muuttuva muodostus | Ristikärki tai tukeva nappiterä | Korkea koboltti (iskunkestävä) |
| Pyörivä syvä reikä (suuri halkaisija) | Tricone-rullaterä kovametallisilla | Vastaa muodostelman kovuutta |
Kivityypin lisäksi ota huomioon käytössä oleva porausjärjestelmä. Pyörivä-iskuporaus (ylävasara) toimii parhaiten tavallisilla napinterillä 30–40 metrin syvyydessä. DTH-järjestelmät ottavat haltuunsa syvemmät reiät, joissa energian siirto pitkien sauvakierteiden kautta muuten heikentäisi tehokkuutta. Puhtaasti pyörivät järjestelmät vaativat insertti- tai vetokärjet muodostuksen puristusvoimakkuudesta riippuen.

Tärkeimmät laatuindikaattorit kovametalliporatyökaluja arvioitaessa
Ei kaikki volframikarbidin poraustyökalut luodaan tasa-arvoisiksi. Kun verrataan eri valmistajien tuotteita tai hankitaan uusia työkaluja, nämä ovat tärkeimmät laatuindikaattorit:
- Karbidin raekoko: Hienorakeinen kovametalli (alimikroninen) tarjoaa korkeamman kovuuden ja kulutuskestävyyden. Karkeammat rakeiset rakenteet parantavat sitkeyttä, mutta heikentävät kulutuskestävyyttä.
- Lisää puristussovitustoleranssi: Napinkärkien kohdalla välikappaleen ja teräsrungon välinen häiriösovitus on kriittinen. Löysä istuvuus aiheuttaa välikappaleen menetyksen; liian tiukka sovitus aiheuttaa kovametallin halkeilua puristuksen aikana.
- Teräsrungon laatu: Poran teräsrungon on oltava riittävän kova kestämään väsymishalkeilua toistuvissa iskuissa. Koneistuksen jälkeen kotelokarkaistut niukkaseosteiset teräkset ylittävät mietojen terästen runkojen käyttöiän.
- Lisää geometrian johdonmukaisuus: Sisäosien geometrian ja pinnan tulee olla tasalaatuisia. Epäjohdonmukaisuudet napin korkeudessa tai asennossa aiheuttavat epätasaista kuormitusta kasvoille ja nopeuttavat paljaiden sisäosien kulumista.
- Huuhtelureiän muotoilu: Riittävät ja hyvin sijoitetut huuhtelukanavat terän pinnassa ovat välttämättömiä leikkausten poistamiseksi ja kovametallin jäähdyttämiseksi. Tukkeutuneet tai alimittaiset huuhteluportit vähentävät tunkeutumisnopeutta ja lisäävät lämmön aiheuttamaa karbidin hajoamista.
Kuinka pidentää kovametalliporatyökalujesi käyttöikää
Volframikarbidikiven poraustyökalut muodostavat merkittävän osan porauksen kulutuskustannuksista. Kurillinen työkalujen hallinta ja käyttökäytännöt voivat pidentää merkittävästi käyttöikää ja vähentää metrikohtaisia kustannuksia.
Painikkeiden hiominen aikataulussa
Nappiterän uudelleenhionta on yksi kustannustehokkaimmista kovametallityökalujen hallinnan käytännöistä. Kun napit kuluvat, niiden yläosaan muodostuu tasaisia kulutustasoja, jotka vähentävät tunkeutumisnopeutta ja lisäävät energiankulutusta porattua metriä kohti. Uudelleenhionta palauttaa alkuperäisen napin profiilin ennen kuin kulutustasot kasvavat liian suuriksi. Nyrkkisääntönä on hiominen uudelleen, kun kulutustasohalkaisija saavuttaa 30–40 % napin halkaisijasta. Liian pitkä odotus tarkoittaa, että enemmän karbidia on poistettava per hiontajakso, mikä lyhentää uudelleenhiontajaksojen kokonaismäärää ennen terän poistamista.
Syöttövoiman ja iskuenergian sovittaminen muodostumiseen
Liiallinen syöttövoiman tai iskupaineen käyttäminen pehmeässä kivessä on yleinen syy kovametallin halkeamiseen ja terän häviämiseen. Karbidi on suunniteltu murskaamaan kiveä iskun kautta – jos tunkeutuminen on liian nopeaa, jotta leikkaus voidaan huuhdella, poranterä voi irrottaa ja keskittää jännityksen yksittäisiin teriin. Yhdistä syöttö, pyörimisnopeus ja iskuenergia muodostelman puristuslujuuteen. Useimmat porauslaitteiden valmistajat tarjoavat suositellut toimintaparametrit tietyille kiviluokille.
Riittävän huuhtelun ylläpitäminen
Riittämätön huuhtelu aiheuttaa merkittävän osan kovametallityökalujen ennenaikaisista vioista. Poistot, joita ei poisteta, pakautuvat reiän pohjaan ja aiheuttavat kivilastujen uudelleenhiontaa poran pintaa vasten, mikä nopeuttaa kulumista. Huuhtele ilmaa varten porausreiän ilmannopeus vähintään 15–20 m/s. Huuhtele vettä tai vaahtoa varten varmista, että virtausnopeus on riittävä porattavan reiän halkaisijalle. Tarkista ja tyhjennä kärkien huuhteluportit säännöllisesti – jopa osittainen tukos heikentää huuhtelun tehokkuutta huomattavasti.
Oikea säilytys ja käsittely
Volframikarbidi on kovaa, mutta ei immuuni iskujen aiheuttamille vaurioille. Terien pudottaminen koville pinnoille tai niiden säilyttäminen löysänä säiliöissä, joissa ne iskevät toisiaan vasten, aiheuttaa kovametalliterien halkeilua ennen kuin ne edes otetaan käyttöön. Säilytä terät pystyasennossa niille tarkoitetuissa telineissä tai suojatuissa säiliöissä, joissa on jakajat. Kuljetus poran pinnalle ja sieltä pois työkalupusseissa eikä irrallaan työkalulaatikossa.
Yleiset vikatilat ja mitä ne kertovat
Kuluneiden tai viallisten volframikarbidikiven poraustyökalujen tutkiminen kertoo paljon siitä, tarvitseeko työkalun valintaa, poran asetuksia tai toimintatapoja muuttaa. Tässä ovat yleisimmät vikamallit ja niiden syyt:
- Tasainen kuluminen kaikissa painikkeissa: Normaalia kulumista – työkalua käytettiin asianmukaisesti. Jatka uudelleenhiontaa.
- Särkyneet tai rikkinäiset painikkeet: Yleensä tarkoittaa liiallista iskuenergiaa muodostukselle, väärää kovametallilaatua (liian hauras) tai poraamista tyhjään tai vika-alueeseen. Harkitse vaihtamista kovempaan kovametallilaatuun.
- Painikkeiden katoaminen (tyhjät pistorasiat): Syynä on riittämätön puristussovitus, teräshylsyn väsymishalkeilu tai irtoaminen, joka vetää terät ulos sivuttaisvoiman vaikutuksesta. Tarkasta, ettei teräsrungossa ole halkeamia.
- Epätasainen kuluminen (mittarin napit kuluvat nopeammin): Yleistä, kun reikä on liian suuri, jolloin terä voi ajautua ja kuormittaa mittarin painikkeita suhteettomasti. Tarkista kohdistus ja stabilisaattorin kunto.
- Painikkeiden lämpötarkastus tai pinnan halkeilu: Osoittaa lämpöväsymystä riittämättömästä huuhtelusta. Karbidi ylikuumenee, halkeilee nopeasta lämpötilavaihtelusta. Paranna huuhteluvirtausta ja tarkista portit tukossa.
- Teräsrungon eroosio tai huuhtoutuminen: Huuhteluaine leikkaa suoraan teräkseen kovametalliterän ympäriltä. Johtuu kierrättävistä hankaavista hiukkasista. Tarkista huuhteluportin sijainti ja pistokkaiden evakuointi.
Teollisuussovellukset, joissa kovametallin poraustyökalut ovat kriittisiä
Volframikarbidiporankärkiä ja -teriä käytetään useilla eri teollisuudenaloilla, joista jokaisella on erityisiä vaatimuksia, jotka vaikuttavat työkalujen suunnitteluun ja materiaalien valintaan.
- Pintalouhinta ja louhinta: Halkaisijaltaan suuria näppäinkärkiä ja DTH-kärkiä käytetään räjäytysreikien poraukseen avolouhoksissa. Poran halkaisijat vaihtelevat tyypillisesti 89 mm:stä 311 mm:iin, ja työkalun käyttöikä mitataan metreinä terää kohti, mikä on suoraan yhteydessä räjäytyskustannuksiin tonnia kohden.
- Maanalainen hard rock louhinta: Halkaisijaltaan pienempiä nappiteriä ja poikittaiskärkiä käytetään ajelehtimiseen, pysäyttämiseen ja tuotantoporaukseen. Maanalaiset olosuhteet lisäävät monimutkaisuutta – rajoitettu pääsy, rajoitettu ilmanvaihto ja tarve tehdä nopeita teränvaihtoja lisäävät pitkäaikaisen kovametallityökalun arvoa.
- Maa- ja vesirakentaminen ja tunnelointi: Kovametalliporanteriä käytetään kallioperään asennukseen, esihalkaistuun poraukseen ja koeporaukseen tunnelien edessä. Työkalujen luotettavuus on erityisen tärkeää näissä sovelluksissa, joissa odottamattomat laitteiden seisokit vaikuttavat projektien aikatauluihin ja työntekijöiden turvallisuuteen.
- Vesikaivo ja geoterminen poraus: Kovametalliterillä varustettuja DTH-vasaran teriä käytetään laajalti kaivojen poraamiseen kovien kivimuodostelmien läpi. Nämä sovellukset vaativat suurta mittarin tuottoa bittiä kohden ja luotettavaa suorituskykyä vaihtelevissa kokoonpanoissa ilman toistuvia bitinvaihtoja.
- Öljyn ja kaasun etsintä: Volframikarbiditerillä varustetut trikoneterät poraavat kovien ja hankaavien muodostumien läpi öljy- ja kaasukaivoissa. Näissä sovelluksissa teräkustannus on vähäinen tekijä verrattuna laitteiston päiväkohtaiseen aikakustannuksiin, mikä tekee kovametalliterän laadusta ja terän kestävyydestä ensiarvoisen tärkeitä.
Mitä etsiä, kun hankit volframikarbidikiviporaustyökaluja
Kovametalliporatyökalujen maailmanlaajuiset markkinat vaihtelevat huippuluokan eurooppalaisista ja pohjoisamerikkalaisista valmistajista laajaan valikoimaan aasialaisia toimittajia. Hintaerot ovat merkittäviä, mutta porausmetrin hinta - ei ostohinta - on oikea mittari työkalujen arvon arvioinnissa.
Kun arvioit toimittajia, pyydä sertifioituja kovametallilaadun tietoja, mukaan lukien raekoko, kobolttipitoisuus, kovuus (HRA tai HV) ja poikittaismurtolujuus (TRS). Hyvämaineiset valmistajat tarjoavat nämä arvot ja voivat suositella tiettyjä arvoja muodostelmillesi. Pyydä kenttätestitietoja tai referenssejä toiminnasta vastaavissa geologisissa olosuhteissa. Patteri, joka maksaa 20 % enemmän mutta poraa 50 % enemmän metrejä terää kohden, tarjoaa selkeän arvon – mutta tarvitset tiedot vahvistaaksesi väitteen ennen kuin sitoudut toimittajaan.
Harkitse myös myynnin jälkeistä tukea: uudelleenhiontapalvelujen tai -laitteiden saatavuus, vaihtotyökalujen toimitusajat ja tekninen tuki vikatilojen vianmääritykseen. Toiminnat syrjäisillä paikoilla hyötyvät erityisesti toimittajista, joilla on alueellinen varastointi ja nopea logistiikka, koska porausseisokit odottavat työkaluja voi maksaa paljon enemmän kuin mitkään säästöpalat.
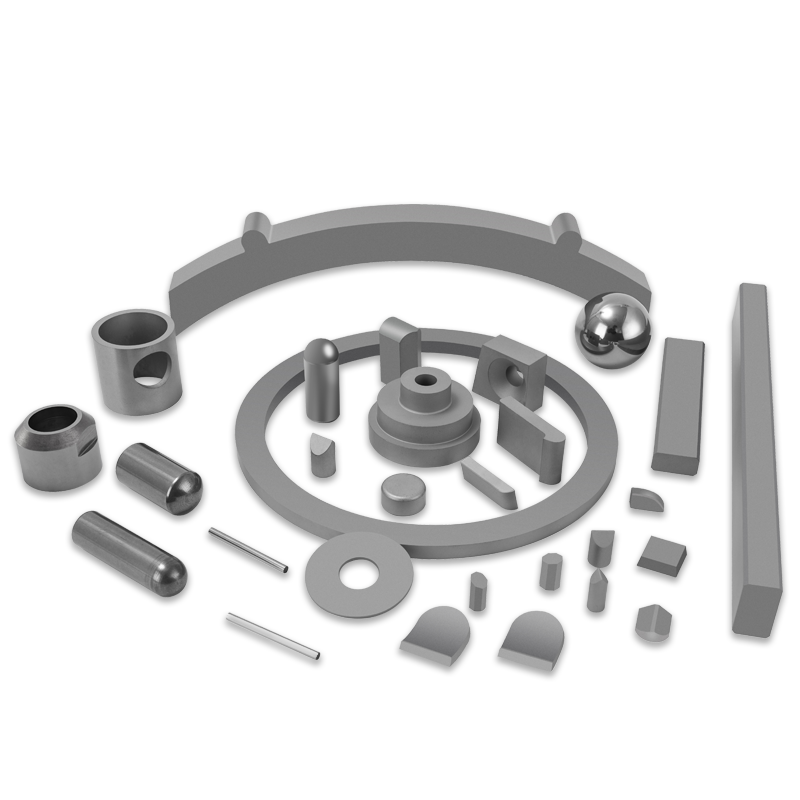
Tuotteemme //
Liittyvät tuotteet

Jos olet kiinnostunut tuotteistamme, ota meihin yhteyttä
