
FI
Volframikarbiditerät tunneliporauskoneille: mitä ne ovat ja miksi niillä on merkitystä
Teollisuuden uutisia-Volframikarbiditerojen rooli tunnelin porauksessa
Tunnelin porauskoneiden volframikarbiditerät ovat ensisijaisia leikkauselementtejä, jotka vastaavat halkeamisesta, kaapimisesta ja kiven ja maaperän muodostumien hajottamisesta tunnelin pinnalla. Jokainen tunnelin etenemismetri kovissa tai sekapohjaisissa olosuhteissa riippuu näiden terien kyvystä säilyttää leikkausgeometriansa, vastustaa hankausta kulumista ja vaimentaa valtavat isku- ja puristusvoimat, jotka syntyvät, kun pyörivä teräpää koskettaa kallioon syvyydessä. Ilman oikein määriteltyjä ja huollettuja kovametalliteriä tunkeutumisasteet laskevat jyrkästi, leikkurin kulutus kasvaa ja koko tunnelointiprojektin taloudellinen tilanne heikkenee nopeasti.
Terät itsessään ovat kompakteja komponentteja – kriittisissä mitoissaan tyypillisesti muutamasta millimetristä useisiin senttimetreihin – mutta ne on suunniteltu poikkeuksellisen tarkasti. Volframikarbidilaatu, sideainepitoisuus, raekoko, terän geometria ja juotos- tai puristuskiinnitysjärjestelmä ovat kaikki muuttujia, jotka terän valmistaja optimoi tiettyä leikkaussovellusta varten. Kalkkikivessä hyvin toimiva kovametalliterä kuluu ennenaikaisesti tai murtuu graniitissa tai kvartsiitissa ja päinvastoin. Sen ymmärtäminen, miksi näin on – ja kuinka tehdä oikea spesifikaatiovalinta – on käytännön tietämys, joka erottaa tehokkaan TBM-työkalujen hankinnan kalliista kokeilusta ja erehdyksestä kentällä.
Mitä volframikarbidi on ja miksi sitä käytetään TBM-leikkaustyökaluissa
Volframikarbidi (WC) on volframin ja hiilen kemiallinen yhdiste, joka puhtaassa sintratussa muodossaan on yksi kovimmista saatavilla olevista teknisistä materiaaleista – kaupallisesti käytännöllisten leikkaustyökalumateriaalien joukossa toiseksi vain timantti- ja kuutioboorinitridi. TBM-terissä käytetyissä sementoiduissa kovametallituotteissa volframikarbidirakeet sidotaan yhteen metallisen sideaineen – lähes yleisesti koboltin (Co) – kanssa, vaikka nikkeliä ja nikkelikromisideaineita käytetään tietyissä korroosionkestävissä laaduissa – jauhemetallurgisen prosessin avulla, johon kuuluu puristus ja nestefaasisintraus yli 13°C:n lämpötiloissa.
Tuloksena on komposiittimateriaali, jossa kovat WC-rakeet tarjoavat äärimmäisen kovuuden ja kulutuskestävyyden, kun taas kobolttisideainematriisi tarjoaa sitkeyttä ja murtumiskestävyyttä iskun vaikutuksesta. Kriittinen näkemys on, että kovametallin kovuus ja sitkeys ovat jännityksessä – toisen lisääminen tapahtuu yleensä toisen kustannuksella. Alhaisen kobolttipitoisuuden ja hienon raekoon omaavat lajikkeet ovat kovempia ja kulutusta kestävämpiä, mutta hauraampia; korkeamman kobolttipitoisuuden ja karkeamman raekoon omaavat lajikkeet ovat sitkeämpiä ja iskunkestävämpiä, mutta kuluvat nopeammin hankaavissa olosuhteissa. Oikean laadun valitseminen TBM-kovametalliterälle tarkoittaa optimaalisen sijainnin löytämistä tälle kovuuden ja sitkeyden kompromissille kullekin kivityypille, muodostuksen hankaavuudelle ja leikkausmekanismille.
Erityisesti TBM-sovelluksissa kovametalli ylittää kaikki käytännön vaihtoehdot. Teräskärjeistä puuttuu kovuus kestämään hankaavan kiven kulumista hyväksyttävillä tunkeutumisnopeuksilla. Keramiikka tarjoaa kilpailukykyisen kovuuden, mutta riittämättömän murtumislujuuden kestämään tunnelin pinnan iskukuormitusta. Timanttikärkeisiä työkaluja käytetään erityisissä arvokkaissa sovelluksissa, mutta ne ovat epäkäytännöllisiä koko TBM-teräpäässä tarvittavien leikkauselementtien määrään. Sementoidun kovametallin yhdistelmä kovuutta, sitkeyttä, lämpöstabiilisuutta ja valmistettavuutta teollisessa mittakaavassa tekee siitä standardiratkaisun kovakivi- ja sekajauhettuihin TBM-leikkuuteriin maailmanlaajuisessa tunneliteollisuudessa.
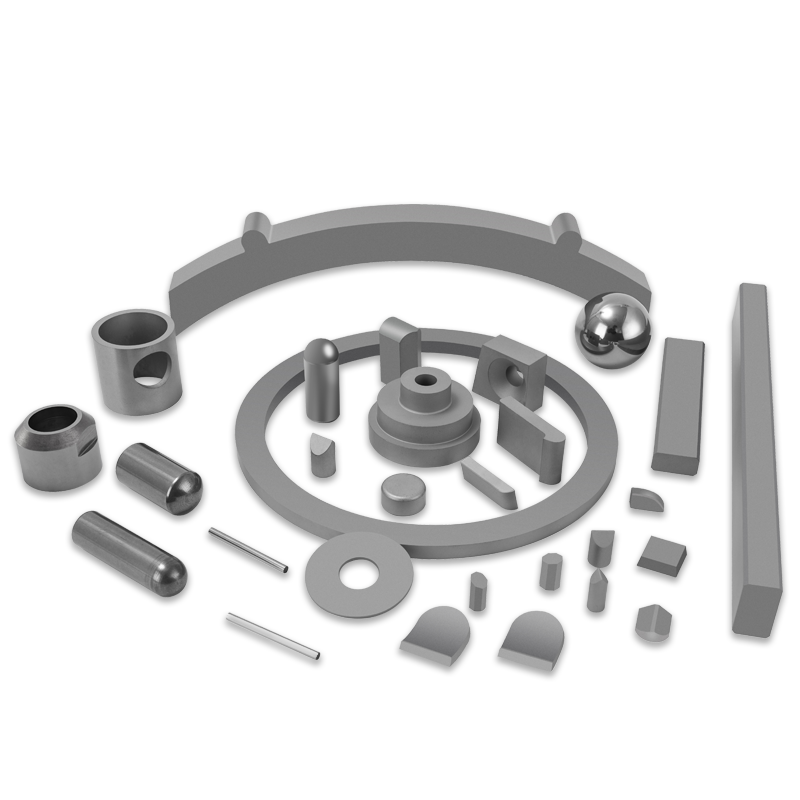
TBM-kovametalliterien tyypit ja niiden toiminnot
Kaikki TBM-teräpään volframikarbiditerät eivät suorita samaa toimintaa. Leikkuupää on monimutkainen kokoonpano erilaisia työkalutyyppejä, joista jokainen on sijoitettu suorittamaan tietty tehtävä kiven murto- ja materiaalinpoistoprosessissa. Näiden terätyyppien erojen ymmärtäminen on olennaista oikean kovametallilaadun ja -geometrian määrittämisessä kullekin asemalle.
Levyleikkurin sisäosat
Levyleikkurit ovat ensisijaisia leikkaustyökaluja kovan kiven TBM:issä. Laikkaleikkuri koostuu teräsrenkaasta - kiekosta - joka on asennettu napakokoonpanoon, joka mahdollistaa sen pyörimisen vapaasti teräpään kääntyessä. Kiekon reuna koskettaa kallion pintaa ja synnyttää vetomurtumia rullaavan painaumamekanismin kautta suoran leikkaamisen sijaan. Volframikarbiditerät levyleikkurisovelluksissa upotetaan tyypillisesti levyrenkaan reunaan tai niitä käytetään kosketusreunamateriaalina komposiittilevymalleissa. Näiden sisäosien on kestettävä suuria puristusjännitystä kiven kosketuspisteessä, toistuvien iskujaksojen aiheuttamaa väsymiskuormitusta ja kivimatriisin kovien mineraalien – erityisesti kvartsin – aiheuttamaa hankauskulumista. Kobolttisovelluksissa käytettäville lautasleikkureille suositellaan yleisesti lajikkeita, joissa on keskimääräinen kobolttipitoisuus (8–12 % Co) ja raekoko hienosta keskikokoiseen.
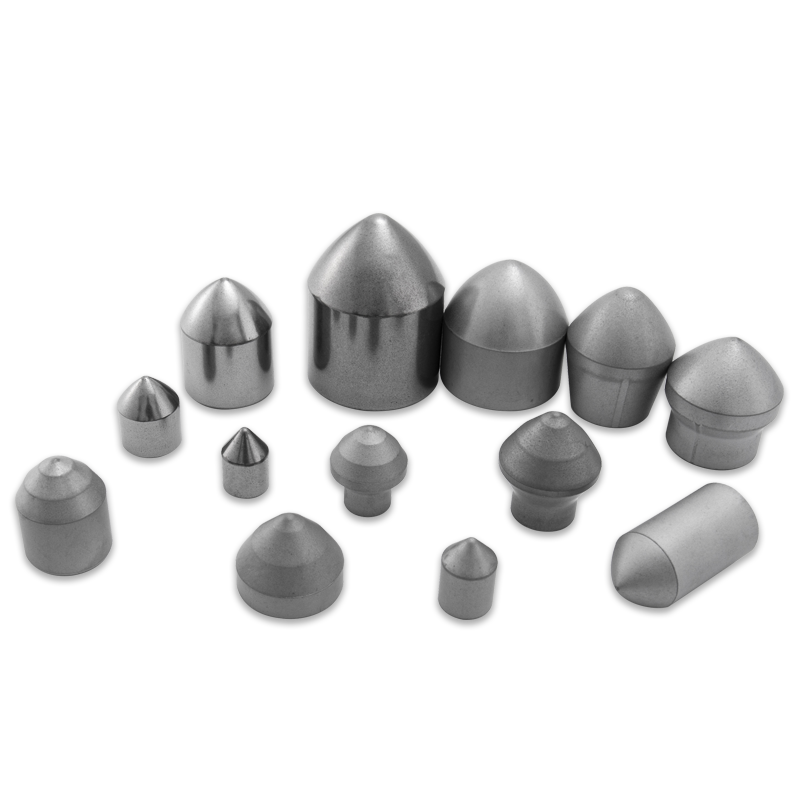
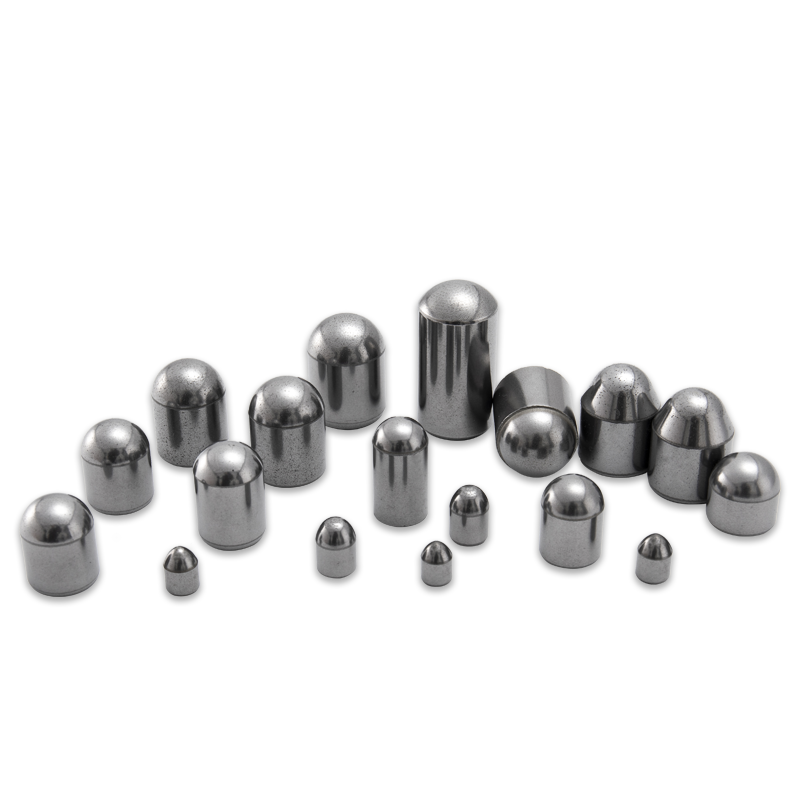
Painike ja nastalisäkkeet vetotyökaluille
Pehmeässä tai keskikovassa maaperässä ja sekapintaisissa olosuhteissa TBM:t käyttävät vetotyökaluja – kaivoja, kaavinta ja mittaleikkureita – varustettuna volframikarbidipainikkeella tai nastasisäkkeillä, jotka kiinnittävät muodostelman kaapimiseen tai leikkaamiseen. Painikkeet ovat puolipallon tai ballistisen profiilin kovametallimuotoja, jotka on puristettu teräksiseen työkalurunkoon; nastapalat ovat sylinterimäisiä varsia, joissa on karkaistu kärki, myös puristettu tai juotettu valmiiksi istuimiin. Nämä terät kokevat pienempiä puristuskuormia kuin lautasleikkurin terät, mutta niihin kohdistuu suurempia sivuttaisleikkausvoimia ja vaihtelevampaa vaikutusta kiven ja maaperän sekakontakteista. Korkeamman kobolttipitoisuuden (12–16 % Co) ja karkeamman raekoon omaavat laadut tarjoavat lujuuden, joka tarvitaan kestämään murtumista näissä kuormitusolosuhteissa, hintana jonkin verran kulutuskestävyyttä verrattuna kovempiin, vähän kobolttia sisältäviin laatuihin.
Mittari- ja mittaleikkurin sisäosat
Mittarileikkurit sijoitetaan TBM-teräpään ulkokehälle ja leikkaavat tunnelin profiilin haluttuun halkaisijaan. Ne kokevat yhdistelmän suurimpia leikkausnopeuksia - koska ne kulkevat suurimman kehän matkan kiertoa kohti - ja merkittävää iskukuormitusta profiilin epätasaisuuksista ja sekoittuneista maaolosuhteista tunnelin rajalla. Mittariterät ovat alttiina jyrsipään ankarimmille kulumisolosuhteille, minkä vuoksi ne on usein määritelty kovempiin laatuluokkiin tai suurempiin terämitoihin, jotka tarjoavat enemmän kovametallitilavuutta kulumisen estämiseksi ennen kuin terä on vaihdettava.
Kauhapyörän ja pinnan kärjen sisäosat
EPB (Earth Pressure Balance) ja slurry TBM:issä, jotka toimivat pehmeässä maaperässä tai sekapintaisissa olosuhteissa, leikkuupään pinnat ja kauhanpyörän aukot on varustettu kovametallikärkisillä kulutuselementeillä, jotka suojaavat teräsrakennetta hankaavalta kulumiselta, kun irronnutta materiaalia kaavitaan koneeseen. Nämä kulumissuojasisäkkeet on yleensä määritelty erittäin sitkeisiin luokkiin, jotka kestävät kiven sirpaleiden ja kovien sulkeumien aiheuttamia iskuja mukkavirrassa ja asettavat rakenteellisen eheyden etusijalle terävyyden edelle.
Karbidilaadun valinta kivityypin ja hankauskyvyn mukaan
Geologiset olosuhteet tunnelin pinnalla ovat ensisijainen tekijä kovametalliterälaadun valinnassa. Kiven hankauskyky – mitattuna standardoiduilla testeillä, kuten Cerchar Abrasivity Index (CAI) ja LCPC-hiomamittaritestillä – ennustaa suoraan kovametalliosien kulumisnopeuden ja katastrofaalisen murtumisen todennäköisyyden iskukuormituksessa. Terälaadun sovittaminen kiven hankaavuuteen on tärkein yksittäinen päätös TBM-kovametalliteräspesifikaatiossa.
| Kivityyppi | Tyypillinen CAI-alue | Suositeltu yhteissisältö | Raekoko | Ensisijainen kulumismekanismi |
| Kalkkikivi/marmori | 0,1–0,5 | 10–14 % | Keskikokoinen | alhainen hankaus; törmäystasoista |
| Hiekkakivi | 0,5–2,5 | 8–12 % | Hieno tai keskikokoinen | Kohtalainen hankaus kvartsirakeista |
| Graniitti | 2,0–4,5 | 6–10 % | Hyvä | Korkea hankaus; väsymyshalkeilu |
| Kvartsiitti | 3,5–6,0 | 6–9 % | Ultrahienosta hienoon | Vakava hankaus; mikrosirutusta |
| Basaltti / doleriitti | 1,5–3,5 | 8–12 % | Hieno tai keskikokoinen | Hankaus ja isku kovista inkluusioista |
| Sekakasvot / jäätikkö | Muuttuva | 12–16 % | Keskikokoinen to coarse | Törmäysmurtuma mukulakivistä; muuttuva hankaus |
CAI-kynnys noin 2,0 on käytännöllinen päätöspiste kovametallilaadun valinnassa. Tämän arvon alapuolella korkeammat kobolttipitoisuudet ja keskikokoiset raelaadut tarjoavat hyvän tasapainon sitkeyden ja kulutuskestävyyden välillä. CAI 2.0:n yläpuolella korkeampien kobolttilaatujen kulumisaste tulee epätaloudelliseksi, ja spesifikaatioiden pitäisi siirtyä kohti alhaisempaa kobolttipitoisuutta, hienojakoisempia rakeita, jotka säilyttävät kovuuden jonkin verran sitkeyden kustannuksella. CAI 4.0:n yläpuolella olevissa muodostelmissa – äärimmäinen kvartsiitti ja jotkut hankaavat konglomeraatit – jopa korkealuokkaiset, matalakobolttipitoiset laatulajit kuluvat nopeasti, ja terän vaihtotiheydestä tulee pikemminkin projektin suunnittelutekijä kuin vältettävissä oleva kustannus.
Terägeometria ja sen vaikutus leikkaussuorituskykyyn
Volframikarbidin TBM-sisäkkeen geometria – sen profiilin muoto, kärjen kulma ja mittasuhteet – määräävät, kuinka se kiinnittyy kallion pintaan, kuinka se jakaa jännityksen kovametallirungossa ja kuinka sen suorituskyky kehittyy terän kuluessa. Geometrian optimointi on yhtä tärkeää kuin laadun valinta terän käyttöiän ja leikkaustehokkuuden maksimoimiseksi.
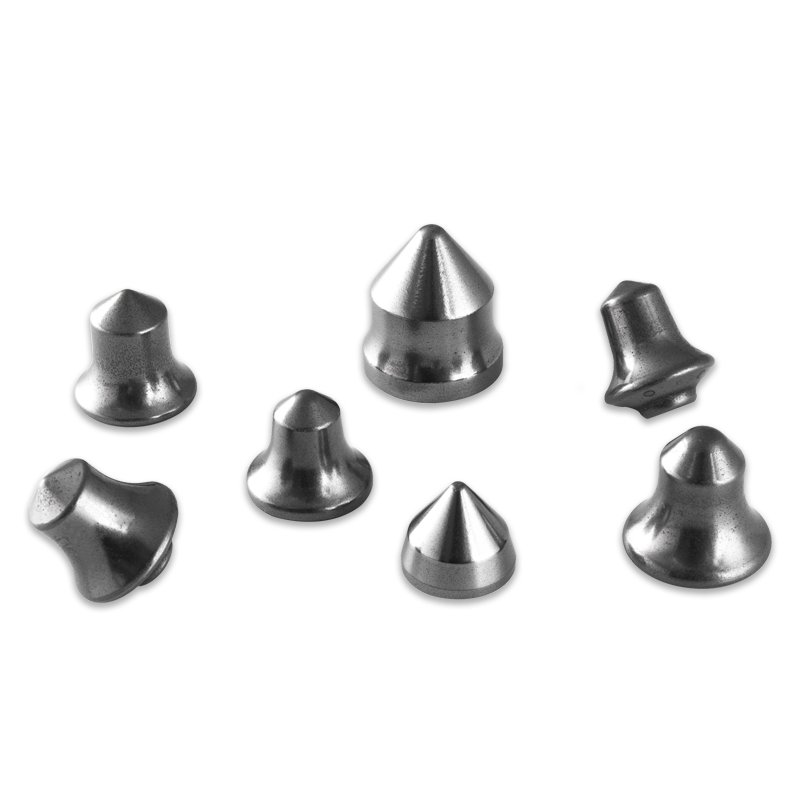
Puolipallon muotoiset painikkeet
Puolipallomainen profiili on yleisin geometria vetämistyökalun painikkeiden lisäyksille pehmeässä tai keskikovassa maassa. Pyöristetty kärki jakaa kosketusjännityksen tasaisesti suurelle pinta-alalle, mikä vähentää jännityshuippupitoisuuksia, jotka aiheuttaisivat murtuman terävämmässä profiilissa. Kun puolipallo kuluu, sen geometria kehittyy vähitellen – osittain kulunut puolipallo on edelleen toimiva leikkausprofiili, mikä tarkoittaa, että terä jatkaa toimintaansa merkittävän osan tilavuudestaan ennen kuin se on vaihdettava. Kovan kiven puolipallon profiilin päärajoitus on, että se vaatii suurempia tunkeutumisvoimia saman painumasyvyyden saavuttamiseksi terävämpiin profiileihin verrattuna, mikä vähentää leikkaustehoa muodostelmissa, joissa tunkeutumisvoima on rajoittava tekijä.
Ballistiset ja kartiomaiset profiilit
Ballistisilla sisäkkeillä on oive-kärkiprofiili - pyöristetty pisteestä, mutta siirtyy sylinterimäisempään runkoon jyrkemmässä kulmassa kuin puolipallo. Tämä geometria keskittää kosketusjännityksen tehokkaammin kuin puolipallo, mikä parantaa tunkeutumista kovempaan kiveen samalla voimalla, mutta se on herkempi murtumaan, jos se osuu sivusuunnassa tai sitä käytetään muodostelmissa, joissa on kovia sulkeumia. Kartiomaiset sisäosat, joissa on määritelty kärkikulma, laajentavat tunkeutumistehokkuutta entisestään, mutta ovat murtumisalttiimpia vakioprofiileista. Kartiomaiset ja ballistiset TBM-kovametalliterät on tyypillisesti määritelty muodostelmiin, joissa leikkaustehokkuus on etusijalla ja iskukuormitus on ennakoitavissa ja hallittavissa.
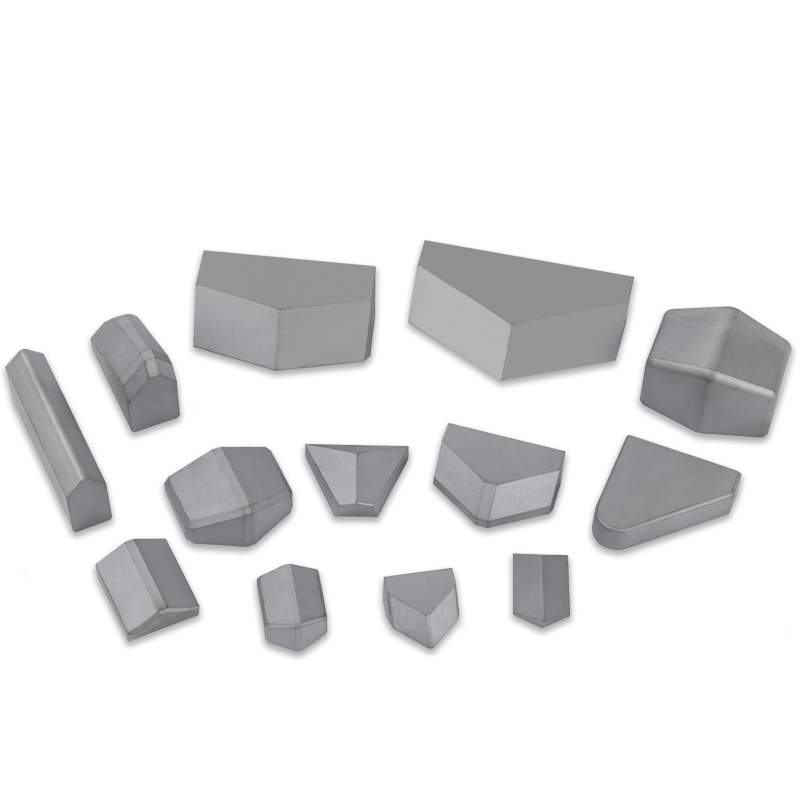
Taltta- ja kiilaprofiilit
Talttaprofiiliset terät tarjoavat lineaarisen leikkuureunan pikemminkin kuin pistekosketuksen kallion pintaan. Tämä geometria on tehokas pehmeiden ja keskikokoisten muodostelmien leikkaamiseen ja kaapimiseen, ja sitä käytetään yleisesti mittaleikkurin ja profiilileikkurin asennoissa, joissa tarvitaan määritelty leikkausgeometria. Taltan reuna kuluu nopeasti tasaiseksi hankaavissa olosuhteissa, jolloin leikkausmekanismi siirtyy leikkaamisesta auraukseen – merkittävä suorituskyvyn muutos, joka lisää tarvittavaa leikkausvoimaa ja tuottaa enemmän lämpöä teräpinnalle. Taltan sisäosien kulumisen valvonta ja vaihtaminen tasaisen kulumisrajan kohdalla tai sitä ennen on siksi aikakriittisempi kuin nappiterän geometrioilla.

Kulutusmekanismit ja niiden tunnistaminen
TBM kovametallitereihin kentällä vaikuttavan kulumismekanismin tunnistaminen on lähtökohta diagnosoitaessa, ovatko nykyiset teräspesifikaatiot sopivat maaperän olosuhteisiin ja parantavatko toimenpiteet - tason muutos, geometrian muutos, käyttöparametrien säätö - todennäköisesti suorituskykyä. Tärkeimmät kulumistavat eroavat ulkonäöltään ja niillä on erilaiset perimmäiset syyt.
- Hankaava kuluminen (tasainen kuluminen): Karbidimateriaalin asteittainen poistaminen insertin kärjen pinnasta kivessä olevien kovien mineraalirakeiden vaikutuksesta, jolloin saadaan sileä tasainen tai viisteinen kulunut pinta. Tämä on odotettu kulumistila hankaavissa muodostelmissa ja osoittaa, että sisäke kuluttaa kovametallitilavuutta nopeudella, jonka määrää kiven hankauskyky ja karbidilaadun kovuus. Jos tasainen kulumisaste on odotettua korkeampi, harkitse vaihtamista pienempään kobolttiluokkaan, hienojakoisempaan laatuun – mutta varmista, että sitkeys pysyy riittävänä vallitseviin iskuolosuhteisiin.
- Sirpale ja mikromurtuma: Pienimuotoinen kovametallikärjen murtuminen, joka näkyy epäsäännöllisinä reunamurtumina tai kuoppaisena pintarakenteena. Halkeilu osoittaa tyypillisesti, että nykyinen laatu on liian kova ja hauras vallitseviin iskuolosuhteisiin - kovametalli murtuu ennen kuin sideaine voi muuttaa muotoaan ja absorboida iskuenergiaa. Tämä kulumistila on yleinen, kun hankaaviin olosuhteisiin määritetty vähäkobolttilaatu kohtaa odottamattomia kovia sulkeumia tai murtumisalueita. Ratkaisu on yleensä lisätä kobolttipitoisuutta tai raekokoa sitkeyden parantamiseksi.
- Karkea murtuma: Sisäosan rungon katastrofaalinen murtuminen, merkittävän osan tai koko sisäosan menettäminen asennusvarren yläpuolella. Tämä vikatila viittaa vakavaan ylikuormitukseen – tyypillisesti törmäyksestä odottamattoman koviin lohkareisiin, äkillisistä muutoksista muodostuksen lujuudessa tai väärästä terän asennuksesta, joka aiheuttaa jännityskeskittymiä terän pohjaan. Karkea murtuma tuhoaa terän välittömästi ja voi vaurioittaa työkalun runkoa, mikä tekee siitä kalliin vältettävän vikatilan.
- Terminen halkeilu: Sisäosan kärjestä säteilevä pintahalkeamien verkosto, jota joskus kutsutaan "lämpötarkastukseksi". Tämä tapahtuu, kun kitkalämpö leikkauspinnassa aiheuttaa nopean lämpösyklin, joka ylittää kovametallin lämpöväsymiskestävyyden. Lämpösäröily on yleisempää kuivissa leikkausolosuhteissa – mikä osoittaa riittämättömän jäähdytysveden toimituksen työkalun pintaan – tai kun tunkeutumisnopeus on erittäin korkea, jolloin syntyy jatkuvaa kitkalämpöä. Jäähdytysvesihuollon parantaminen ja leikkausparametrien tarkistaminen ovat ensisijaisia reaktioita lämpöhalkeamiseen.
- Kobolttisideaineen liuotus: Happamassa pohjavedessä tai kemiallisesti aggressiivisissa huokosnesteissä karbidimatriisin kobolttisideaine voidaan liuottaa valikoivasti, jolloin jäljelle jää heikentynyt karbidirunko, joka on erittäin herkkä murtumiselle. Tämä vikatila tunnistetaan huokoisesta, harmaasta pintakuviosta insertissä, ja se vahvistetaan pohjaveden kemiallisella analyysillä. Nikkeli- tai nikkeli-kromi-sidoskarbidilaadut tarjoavat huomattavasti paremman korroosionkestävyyden happamissa olosuhteissa, ja ne tulisi määrittää, kun sideaineen huuhtoutuminen on tunnettu tai epäilty riski.
Asennus-, tarkastus- ja vaihtokäytännöt
Käytössä olevien volframikarbiditerien suorituskykyyn vaikuttavat merkittävästi asennuksen laatu, tarkastusten tiheys ja tarkkuus tunneloinnin aikana sekä vaihdon käynnistämiseen käytetyt kriteerit. Huono käytäntö millä tahansa näillä alueilla lyhentää terän käyttöikää ja lisää metrikohtaisia työkalukustannuksia riippumatta siitä, kuinka hyvin kovametallilaatu on määritetty.
Asennusvaatimukset
Puristussovitetut nappisisäkkeet on asennettava siten, että ne ovat oikein sovitettuna terän varren ja työkalun runkoon valmistetun istukan väliin. Liian vähäinen häiriö mahdollistaa terän pyörimisen tai löystymisen leikkausvoimien vaikutuksesta, mikä kiihdyttää kulumista ja johtaa lopulta terän menetykseen; Liiallinen häiriö synnyttää kovametallivarteen vetovanteen asennuksen yhteydessä, mikä voi aiheuttaa halkeamia, jotka leviävät murtumaan käytön aikana. Valmistajat määrittelevät vaaditun häiriösovituksen kullekin sisähalkaisijalle ja runkomateriaalin yhdistelmälle – näitä vaatimuksia tulee noudattaa tarkasti ja istuimen mitat on tarkistettava mittarimittauksella ennen asennusta. Juotetut terät vaativat oikean juotoslejeeringin valinnan, juoksutteen levityksen ja juotosliitoksen paksuuden säätelyn, jotta saavutetaan tarvittava sidoslujuus kestämään leikkausvoimia halkeilematta kovametallia juotosrajapinnan vieressä.
Käytössä olevat tarkastusprotokollat
TBM-jyrsinpään tarkastusvälit vaihtelevat maaperän olosuhteiden ja projektin vaatimusten mukaan, mutta ne esiintyvät tyypillisesti 300–600 metrin välein keskikovassa maassa ja useammin erittäin hankaavissa muodostelmissa. Jokaisen tarkastuksen aikana jokainen terän asento on tarkastettava silmämääräisesti yllä kuvattujen kulumistilojen suhteen, ja terän kulumissyvyys on mitattava edustavista kohdista syvyysmittarilla. Aseta kulumiskartat – kirjaa kulumisen leikkurin jokaiseen kohtaan peräkkäisten tarkastusvälien aikana – mahdollistaa poikkeavan korkean kulumisasteen tunnistamisen, mikä saattaa viitata paikallisiin muodostumismuutoksiin, jäähdytysveden toimitusongelmiin tai teräpään pyörimisen epätasapainoon, joka vaatii tutkimusta.
Korvauskriteerit
Terät on vaihdettava ennen kuin ne kuluvat siihen pisteeseen, jossa terästyökalun runko alkaa koskettaa kallion pintaa – siinä vaiheessa työkalun runko kuluu nopeasti ja työkalun rungon vaihtokustannukset ylittävät huomattavasti terän käyttöajan maksimoinnista aiheutuvat säästöt. Tyypilliset nappiosien vaihtokriteerit määrittävät tasaisen maksimikulumishalkaisijan 60–70 % alkuperäisen sisäosan halkaisijasta, jonka ylittyessä kulumisnopeus kiihtyy epälineaarisesti ja murtuman riski kasvaa merkittävästi. Laikkaleikkureissa renkaan kulumista valvotaan mittaamalla renkaan halkaisijan pieneneminen alkuperäisestä spesifikaatiosta, ja vaihto käynnistyy tyypillisesti 5–10 mm:n kulumisrajan halkaisijan pienentyessä renkaan rakenteesta riippuen.
Tärkeimmät tekijät hankittaessa TBM-kovametalliteriä
Tunneliporauskoneiden volframikarbidi-osien hankintaan liittyy teknisiä, kaupallisia ja logistisia näkökohtia, jotka liittyvät maanalaiseen rakennusympäristöön. Väärän tuotteen määrittämisestä tai varaston loppumisesta kesken ajon seuraukset ovat riittävän vakavia, jotta hankintapäätökset ovat huomattavasti johdonmukaisemmat kuin useimpien teollisten kulutustarvikkeiden ostojen tapauksessa.
- Pyydä materiaalitodistukset ja arvosanatiedot. Kaikkien hyvämaineisten kovametallisisäosien toimittajan tulee toimittaa materiaalitestitodistukset, jotka vahvistavat kunkin tuotantoerän kovuuden (HRA tai HV30), poikittaismurtolujuuden, tiheyden ja kobolttipitoisuuden. Varmista, että toimitettu laatu vastaa eritelmiä ja että erien välinen johdonmukaisuus säilyy – erien välinen ero on tunnettu laatuongelma joidenkin markkinoiden hyödykepäässä toimivien valmistajien kohdalla.
- Tarkista mittatoleranssit työkalun rungon spesifikaatioiden mukaan. Terän varren halkaisijan toleranssit puristussovitussovelluksissa määritetään tyypillisesti välillä ±0,01–0,02 mm. Pyydä mittatarkastusraportteja, joissa vahvistetaan, että toimitetut terät täyttävät määritellyn toleranssialueen – toleranssin ulkopuolisia osia ei voida havaita silmämääräisesti ja ne aiheuttavat asennusongelmia tai ennenaikaisia käyttöhäiriöitä.
- Säilytä riittävät turvallisuusvarastot projektin keston ajan. TBM-käytöt hankaavassa maaperässä kuluttavat terät nopeasti – useiden satojen terien kulutusmäärät viikossa eivät ole epätavallisia erittäin hankaavissa graniitti- tai kvartsiittikäytöissä. Laadi kulutusennuste, joka perustuu odotettuun muodostumisen hankaavuuteen, suunniteltuihin tunkeutumisnopeuksiin ja leikkuupään suunnitteluun sekä koko turvavarastoon, joka kattaa vähintään neljästä kuuteen viikkoa ennustetun kulutuksen projektipaikalla. Toimitusketjun häiriöt aktiivisen TBM-käytön aikana vaikuttavat suoraan ja välittömästi projektin aikatauluun.
- Harkitse omistamisen kokonaiskustannuksia yksikköhinnan sijaan. Kovametalliterä, joka maksaa 20 % enemmän mutta kestää 50 % pidempään tietyssä koostumuksessa, vähentää työkalukustannuksia metrikohtaisesti noin 25 % ja samalla vähentää tarkastus- ja vaihtotoimenpiteiden työvoimakustannuksia. Terätoimittajien arvioiminen vertailukelpoisten projektien metrikohtaisten suorituskykytietojen perusteella pelkän yksikköhinnan sijaan tuottaa johdonmukaisesti parempia projektituloksia, ja tätä lähestymistapaa käyttävät kokeneet TBM-urakoitsijat maailmanlaajuisesti.
- Käytä toimittajan teknistä tukea uusille tai haastaville kokoonpanoille. Kun projektin geologia sisältää muodostelmia, jotka eivät kuulu standardien kovan kallion tai pehmeän maaperän luokkiin – erittäin murtunut kivi, kemiallisesti aggressiivinen pohjavesi, äärimmäinen hankauskyky tai sekapinta suurien lohkareiden kanssa – työskentele terän toimittajan teknisen tiimin kanssa teräspesifikaatioiden kehittämiseksi ja validoimiseksi ennen ajon aloittamista. Projektia edeltävän teknisen katsauksen kustannukset ovat mitättömät verrattuna kustannuksiin, jotka aiheutuvat riittämättömien eritelmien havaitsemisesta ennenaikaisen välikappalevian vuoksi live-ajon aikana.
Tuotteemme //
Liittyvät tuotteet

Jos olet kiinnostunut tuotteistamme, ota meihin yhteyttä
