
FI
Volframikarbidin leimaussuuttimet: materiaaliedut, suunnittelunäkökohdat ja työkalun käyttöiän maksimointi
Teollisuuden uutisia-Miksi volframikarbidi on ensisijainen materiaali meistämiseen
Volframikarbidista leimaussuulakkeista on tullut alan mittapuu suurten metallien muovaus-, aihio-, lävistys- ja progressiivisissa muottioperaatioissa, joissa työkalun pitkäikäisyys, mittojen tasaisuus ja kulumisenkestävyys ovat ehdottomia vaatimuksia. Materiaalin poikkeuksellinen kovuus – tyypillisesti välillä 85–93 HRA (Rockwell A) laadusta ja sideainepitoisuudesta riippuen – on ensisijainen syy siihen, että kovametalli kuolee 10–50-kertaisesti pidempään kuin perinteiset työkaluteräsvaihtoehdot vaativissa tuotantoympäristöissä. Tämä poikkeuksellinen kovuus johtuu volframikarbidihiukkasten (WC) kiderakenteesta, jotka ovat Mohsin asteikolla toisella sijalla timantin jälkeen ja jotka on sidottu yhteen metalliseen koboltti- tai nikkelimatriisiin nestefaasisintrausprosessin kautta.
Raakakovuuden lisäksi, volframikarbidin leimausmuotit tarjoavat yhdistelmän ominaisuuksia, joita mikään yksittäinen vaihtoehtoinen materiaali ei voi toistaa. Sementoidun kovametallin puristuslujuus ylittää 4 000 MPa - noin neljä kertaa D2-työkaluteräksen puristuslujuus, joten kovametallimuotit kestävät kovien materiaalien, kuten ruostumattoman teräksen, sähköteräslaminaattien, kupariseosten ja karkaistujen jousiteräsnauhojen nopean leimauksen aikana syntyviä äärimmäisiä kosketusrasituksia. Materiaalin alhainen lämpölaajenemiskerroin ja korkea lämmönjohtavuus ylläpitävät mittojen vakautta jatkuvassa nopeassa puristimessa syntyvän syklisen kuumennuksen alla, mikä estää lämpöväsymishalkeilua, joka asteittain hajottaa työkaluteräsmuotteja kohonneella iskunopeudella.
Volframikarbidin tärkeimmät materiaaliominaisuudet muotisovelluksiin
Volframikarbidin stanssaussuuttimen suorituskyky tuotannossa määräytyy suoraan valitun kovametallilaadun mukaan. Karbidilaadut suunnitellaan vaihtelemalla volframikarbidin raekokoa, metallisen sideaineen tyyppiä ja prosenttiosuutta ja lisäämällä toissijaisia karbideja, kuten titaanikarbidia (TiC), tantaalikarbidia (TaC) tai kromikarbidia (Cr3C2). Jokainen näistä muuttujista luo erilaisen tasapainon kovuuden, sitkeyden, kulutuskestävyyden ja korroosionkestävyyden välille.
Kovuus ja kulutuskestävyys
Kovuus on ominaisuus, joka liittyy suorimmin kulutuskestävyyteen volframikarbidisovelluksissa. Kun kobolttisideainepitoisuus laskee 25 paino-%:sta 3 paino-%:iin, kovuus kasvaa asteittain noin 85 HRA:sta 93 HRA:han. Hienot ja ultrahienot WC-raekoot – alle 1 mikronin – lisäävät kovuutta entisestään vähentämällä keskimääräistä vapaata reittiä kovien kovametallihiukkasten välillä, mikä lisää vastustuskykyä mikrohankaukselle leikkausreunoissa ja muotosäteissä. Erittäin hankaavilla materiaaleilla, kuten piiteräksellä, kylmävalssatulla ruostumattomalla teräksellä tai jauhemetallipuristeilla, käytettäville meistosuulakkeille 6–10 painoprosenttia kobolttia sisältävät ultrahienoraelaadut tarjoavat optimaalisen yhdistelmän korkeaa kovuutta ja riittävää murtolujuutta kestämään murtumista puristuskuormituksen aikana.
Murtolujuus ja iskunkestävyys
Murtolujuus (K₁c) mittaa materiaalin kestävyyttä halkeamien etenemiselle isku- tai iskukuormituksen aikana – ominaisuus, joka määrittää, halkeileeko, halkeilee tai murtuu katastrofaalisesti, kun se altistuu äkillisille ylikuormituksille, puristimen syöttöhäiriöille tai kaksoisiskutapahtumille. Volframikarbidin sitkeys kasvaa kobolttipitoisuuden kasvaessa, ja se vaihtelee noin 8 MPa·m½ 6 painoprosenttisella Co:lla yli 15 MPa·m½ 20–25 painoprosenttisella Co. Merkittävää iskukuormitusta koskeviin leimaussuotteisiin – kuten raskaat meistit, jotka toimivat paksulle materiaalille, jotka tuottavat symmetrisen geometrisen voiman, tai valikoidut progressiiviset meistit, joissa on monimutkainen asteinen leikkaus. kobolttipitoisuus on välttämätön katastrofaalisten murtumien estämiseksi, jopa kulumiskestävyyden kustannuksella. Oikea laatujen valinta tasapainottaa kilpailevat kovuuden ja sitkeyden vaatimukset sovelluksen ominaisen jännitysprofiilin perusteella.
Puristuslujuus ja elastisuusmoduuli
Volframikarbidin kimmomoduuli – noin 550–650 GPa laadusta riippuen – on noin kolme kertaa suurempi kuin työkaluteräksen. Tämä äärimmäinen jäykkyys tarkoittaa, että kovametallipuristussuuttimet taipuvat paljon vähemmän puristuskuormituksen alaisena kuin vastaavat työkaluterästyökalut, mikä tarkoittaa suoraan tiukempia osien toleransseja, yhtenäisempiä ominaisuuksien välisiä mittoja progressiivisessa meistityössä ja pienempiä jousivaihteluita muovausoperaatioissa. Korkea puristuslujuus estää muotin pinnan muodonmuutoksen ja painumisen toistuvassa korkeapainekontaktissa, mikä on kovilla nauhamateriaaleilla toimivien työkaluteräsmuotien pääasiallinen mittojen siirtymisen mekanismi.
Volframikarbidin leimaussuulakkeen valintaopas
Oikean kovametallilaadun valitseminen meistosuuttimeen edellyttää materiaalin ominaisuuksien sovittamista työkappaleen materiaalin, puristusnopeuden, suuttimen geometrian ja odotetun tuotantomäärän yhdistelmään. Seuraavassa taulukossa on yhteenveto yleisimmin käytetyistä kovametallilaatuluokista meistosovelluksissa ja niiden optimaalisista käyttötapauksista.
| Luokkaluokka | Yhteissideaine (%) | Kovuus (HRA) | Raekoko | Paras sovellus |
| Korkea kovuus / Low Co | 3–6 % | 91–93 | Erittäin hieno (<0,5 µm) | Hieno aihio, ohuen kovan nauhan tarkka lävistys |
| Yleiskäyttöinen | 8–12 % | 88–91 | Hieno (0,5–1,5 µm) | Progressiiviset leimausmuotit, sähköinen laminointilävistys |
| Keskivahva | 13–16 % | 86-88 | Keskikokoinen (1,5–3 µm) | Keskikokoisen ruostumattoman teräksen ja kupariseosten aihio |
| Korkea sitkeys | 18–25 % | 83–86 | Karkea (3–6 µm) | Raskas aihio, muotti suurella iskukuormituksella |
| Ni-sidottu / korroosionkestävä | 6-12 % Ni | 87–90 | Hieno – Keskitaso | Syövyttävien materiaalien, lääkinnällisten laitteiden komponenttien leimaaminen |
Nikkelisidotut kovametallilaadut ansaitsevat erityismaininnan sovelluksissa, joihin liittyy syövyttävien nauhamateriaalien leimaamista tai joissa muottikomponentit altistuvat aggressiivisille voitelu- ja jäähdytysnesteille. Kobolttisideaine on alttiina ensisijaiselle syövyttävälle hyökkäykselle happamissa ympäristöissä, mikä heikentää sideainefaasia ja aiheuttaa kiihtyvää pinnan karhentumista. Nikkelisidostetut volframikarbidi leimaussuuttimet tarjoavat kobolttilaatuja vastaavan kovuuden ja sitkeyden samalla kun ne tarjoavat huomattavasti paremman korroosionkestävyyden näissä ympäristöissä, joten ne ovat ensisijainen valinta lääkinnällisten laitteiden leimaamiseen ja elektroniikkaliittimien valmistukseen, jossa prosessien puhtausstandardit ovat tiukat.
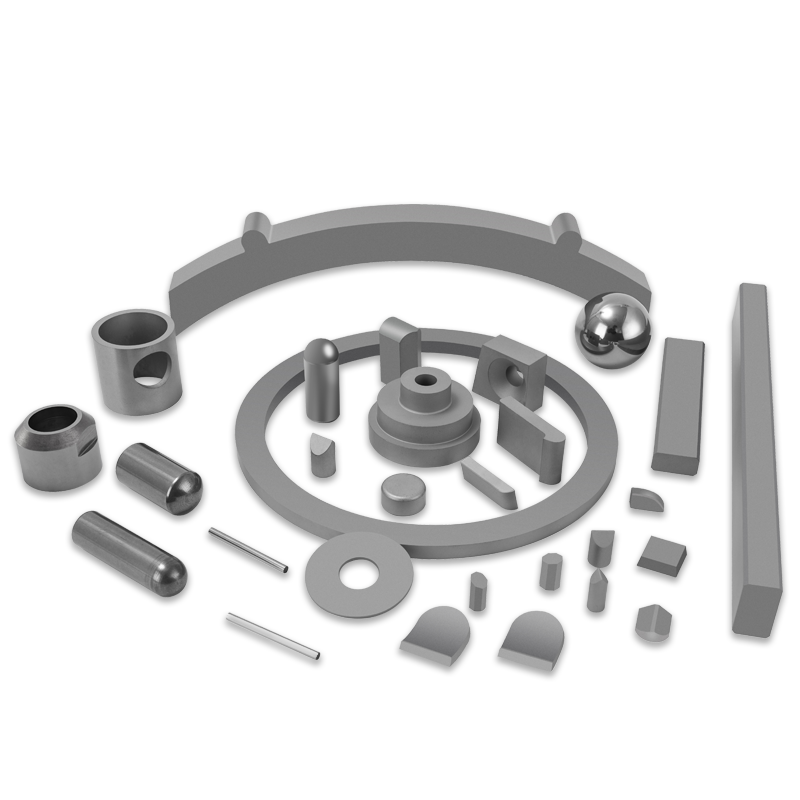
Volframikarbidin leimausmuottityypit ja niiden rakenne
Volframikarbidia käytetään leimaussuulakerakenteessa useissa eri muodoissa, joista jokainen sopii erilaisiin tuotantomittoihin, osien geometriaan ja taloudellisiin näkökohtiin. Saatavilla olevien rakennusvaihtoehtojen ymmärtäminen antaa työkalujen valmistajille ja valmistusinsinööreille mahdollisuuden optimoida sekä alkuperäiset työkalukustannukset että kokonaiskustannukset osaa kohti tuotantoajon aikana.
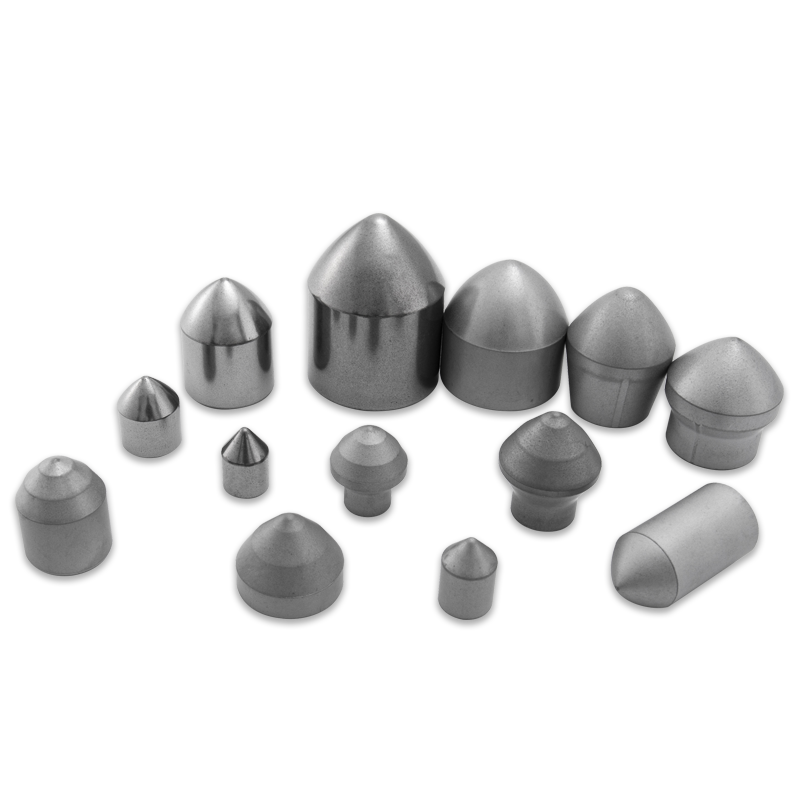
Kiinteä kovametalli leimaamalla
Kiinteät volframikarbidin meistosuuttimet koneistetaan kokonaan yhdestä sintratusta kovametallikappaleesta. Tämä rakenne on vakiona pieniläpimittaisille, alle noin 25 mm:n lävistyksille, pienille meistimille, lävistysterille ja tarkkuusmuotteille, joissa kompaktin geometrian ansiosta kovametalli voidaan tukea täysin taivutus- ja vetojännitystä vastaan. Kiinteät kovametallilävistimet liitinpäätteiden leimaamiseen, lyijyrunkojen valmistukseen ja sähkökoskettimien tuotantoon saavuttavat rutiininomaisesti yli 50–100 miljoonan iskun käyttöiän ohuilla kupari- ja messinkinauhamateriaaleilla. Kiinteäkovametallirakenteen ensisijainen rajoitus on hauraus taivutuskuormituksen alaisena – umpikovametallilävistimet, joilla on korkeat sivusuhteet (pituus-halkaisijasuhteet yli 5:1), ovat alttiita sivuttaislommahdukselle ja vaativat tarkkoja ohjausholkkeja ja minimaalista välystä lävistyksen ja ohjaimen välillä pysyäkseen turvallisissa jännitysrajoissa.
Kovametalliteräs ja kutistemuovirakenne
Suurempien puristusmuottikomponenttien – peitelevyjen, muottinappien, muovausosien ja vetorenkaiden – osalta kiinteä kovametallirakenne tulee kohtuuttoman kalliiksi ja epäkäytännölliseksi valmistaa ja käsitellä. Alan standardiratkaisu on puristaa tai kutistaa kovametallisisäke teräspidikkeeseen, joka tarjoaa rakenteellista tukea, iskunvaimennusta ja mekaanisen liitännän meistisarjan asennukseen. Kovametallisisäkkeen ja teräspidikkeen välinen häiriösovitus asettaa kovametallin jäännöspuristusjännitykseen, mikä parantaa dramaattisesti sen vastustuskykyä vetomurtumia vastaan meistyksen aikana. Tyypilliset häiriöarvot kovametallimuottinappien asennuksille ovat 0,001 - 0,003 tuumaa tuumaa kohti kovametallin ulkohalkaisijaa. Virheellinen häiriösovitus – joko riittämätön (mahdollistaa naarmuuntumisen ja siirtymisen) tai liiallinen (aiheuttaa renkaan jännityshalkeilua kokoonpanon aikana) – on yksi yleisimmistä syistä ennenaikaiseen kovametallisuuttimen vaurioitumiseen tuotannossa.
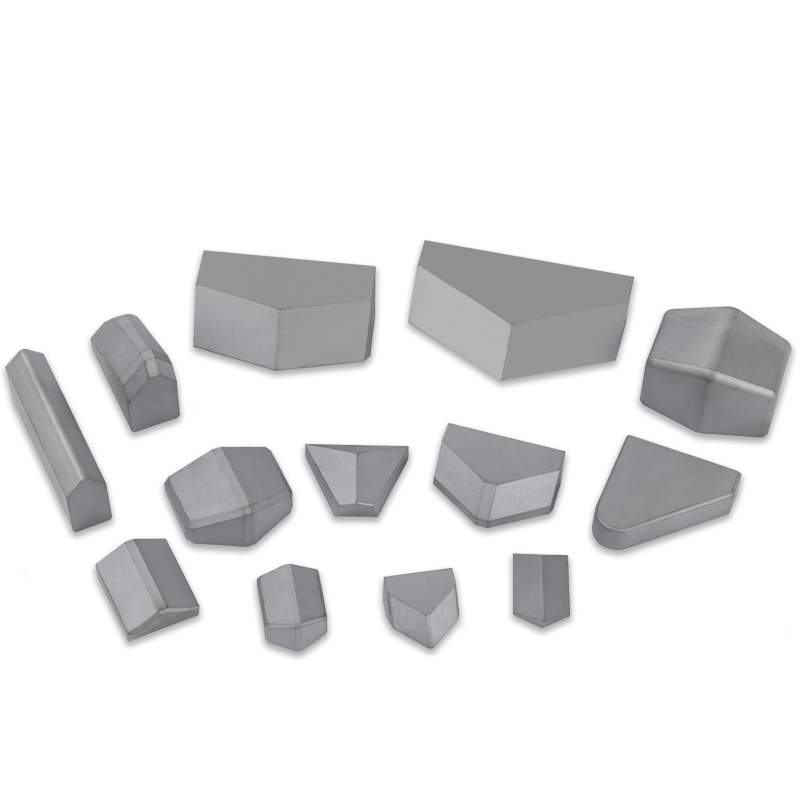
Segmentoidut kovametalliprogressiiviset meistit
Monimutkaiset progressiiviset meistomuotit, jotka suorittavat useita tyhjennys-, lävistys-, taivutus- ja muovausoperaatioita yhdessä nauhavaiheessa, on usein rakennettu segmentoiduista kovametallisisäkkeistä, jotka on asennettu tarkkuusterässuulakkeisiin. Jokainen progressiivisen muotin asema sisältää erityiset kovametallilävistys- ja meistiparit, jotka on optimoitu kyseisen aseman erityistä toimintaa ja työkappaleen materiaalin kosketusolosuhteita varten. Tämä segmentoitu lähestymistapa mahdollistaa yksittäisten kuluneiden tai vaurioituneiden kovametalliasemien vaihtamisen romuttamatta koko muottikokoonpanoa ja mahdollistaa eri kovametallilaatujen käytön eri asemilla kunkin aseman erityisen jännitysprofiilin perusteella. Suurimääräiset progressiiviset meistityökalut sähkömoottoreiden laminointiin, autojen liitinpäätteet ja IC-lyijyrungon tuotanto ovat kehittyneimpiä esimerkkejä segmentoidusta kovametallista progressiivista meistirakennetta, ja joidenkin työkalujen kumulatiivinen tuotantomäärä ylittää miljardin osan ennen suurta uusintaa.

Volframikarbidin leimausmuottimien valmistus ja hionta
Volframikarbidipuristusmuottien valmistus vaatii erikoislaitteita, työkaluja ja prosessiosaamista, joka poikkeaa olennaisesti tavanomaisesta työkaluteräsmuotin valmistuksesta. Karbidin äärimmäinen kovuus tekee tavanomaisen koneistuksen mahdottomaksi – kaikki materiaalin poisto on suoritettava käyttämällä timanttihionta-aineita tai sähköpurkauskoneistusta (EDM), ja prosessiparametrien valinta määrää suoraan muotin lopullisen suorituskyvyn.
Timanttihionta kovametalliprofiileihin
Timanttilaikan hionta on ensisijainen valmistusmenetelmä volframikarbidin puristusmuottikomponenttien tasaisten pintojen, sylinterimäisten profiilien ja kulmapiirteiden valmistukseen. Hartsisidostetut, lasitetut ja metallisidostetut timanttipyörät valitaan hiottavan kovametallilaadun ja vaaditun pinnan viimeistelyn perusteella. Kriittisiä prosessiparametreja – pyörän nopeus, työkappaleen syöttönopeus, leikkaussyvyys ajoa kohti ja jäähdytysnesteen virtaus – on valvottava huolellisesti, jotta vältetään karbidin pinnan lämpövauriot, jotka ilmenevät mikrohalkeiluna, jäännösvetoluukuna tai pintafaasimuutoksena. Kovametallisuulakelevyjen pintahionta vaatii jäähdytysnesteen tulvimisen, timanttilaikan terävän viimeistelyn ja kevyen viimeistelyn 0,005 mm:n lastuamissyvyyden alapuolella, jotta saavutetaan pinnan viimeistelyn laatu (Ra alle 0,2 µm) ja tasomaisuustoleranssi, joka vaaditaan täsmällisissä meistivälyissä.
Johdin EDM monimutkaisiin kovametallisuulakegeometrioihin
Langan sähköpurkaustyöstöstä (langan EDM) on tullut hallitseva menetelmä monimutkaisten kaksiulotteisten profiilien leikkaamiseen volframikarbidi-suutinlevyissä, mukaan lukien epäsäännölliset peiteääriviivat, progressiiviset suuaukot ja tarkkoja muottionteloita. Wire EDM poistaa materiaalia kontrolloidulla kipinäeroosiolla käyttämällä jatkuvasti syötettyä messinki- tai sinkkipinnoitettua lankaelektrodia, mikä tekee siitä täysin riippumattoman työkappaleen kovuudesta. Nykyaikaiset viisiakseliset lanka-EDM-järjestelmät voivat leikata kovametallisuuttimen komponentteja mittatoleransseihin ±0,002 mm:n sisällä ja saavuttaa pintakäsittelyn alle Ra 0,3 µm hienoviimeistelyn leikkausjaksojen jälkeen. Kriittinen näkökohta kovametallilangan EDM:ssä on uudelleenvalettu kerros – ohut vyöhyke uudelleen jähmettyneestä materiaalista, jonka syvyys on noin 2–10 µm ja joka sisältää vetojännityksiä ja mikrohalkeamia. Useat kuoritut leikkaukset alentuvilla energiaasteikoilla poistavat asteittain uudelleenvalukerroksen aiemmista leikkauksista, ja lopullinen EDM-pinnan laatu on tarkistettava, jotta varmistetaan, ettei teräpinnoille jää jäännöksiä, jotka toimisivat halkeamien alkamispaikoina tuotannossa.
Päällystys ja kiillotus kriittisiin meistipintoihin
Hionta- ja EDM-operaatioiden jälkeen volframikarbidin leimaussuutinten leikkausreunat, muotoilusäteet ja välyspinnat viimeistellään tyypillisesti timanttilippauksella tai kiillotuksella, jotta voidaan poistaa kaikki jäännöstyöstövauriot ja saavuttaa lopullinen pinnan laatuspesifikaatio. Käsin timanttitahnalla karkaistujen teräs- tai valurautalevyjen läppäys – käyttämällä asteittain hienompia laatuja 15 µm:stä 1 µm:iin tai alle – poistaa pinnan epätasaisuudet ja muodostaa tasaisen reunageometrian, joka on kriittinen leikkauslaadun ja meistin käyttöiän kannalta. Korkean tarkkuuden hienosammutuskarbidimuotit ja kolikkomuotit edellyttävät lopullisen pinnan viimeistelyä, joka on alle Ra 0,05 µm muovauspinnoilla, jotta saavutetaan osan pinnan laatuvaatimukset ja minimoidaan materiaalin tarttuminen leimaamisen aikana.
Välyksen, voitelun ja puristusasetusten optimointi kovametallileimausmuotteille
Jopa korkealaatuisin volframikarbidi-leimaussuulake epäonnistuu ennenaikaisesti, jos sitä käytetään väärän rei'itysvälin, riittämättömän voitelun tai väärän puristimen asennuksen kanssa. Näillä käyttöparametreilla on suuri vaikutus muotin käyttöikään, osien laatuun ja katastrofaalisen kovametallimurtuman riskiin tuotannon aikana.
Lävistys-suulakeväli kovametallityökaluille
Optimaalinen välys rei'itys- ja lävistyssuuttimille volframikarbidilla on yleensä tiukempi kuin vastaavissa työkaluterästyökaluissa – tyypillisesti 3–8 prosenttia materiaalin paksuudesta sivua kohden useimmille metalleille verrattuna 8–12 prosenttiin työkaluteräsmuottien kohdalla. Tiukemmat välykset mahdollistavat kovametallin erinomaisen kulutuksenkestävyyden ja mittavakauden, ja ne tuottavat puhtaammat leikkauspinnat pienemmällä kaatumissyvyydellä, kiillotussyvyydellä ja murtumiskulmalla. Liian tiukka välys kuitenkin keskittää leikkausvoimat kovametallileikkausreunoihin, mikä nopeuttaa reunan lohkeilua ja lisää lävistys- tai meistilevyn halkeamisen riskiä. Välyksen optimointi tulee validoida tarkastelemalla leikkausreunan laatua kalibroidulla optisella vertailulaitteella tai pyyhkäisyelektronimikroskoopilla halutun murtumisvyöhykkeen kulman ja pursekorkeuden varmistamiseksi ennen tuotantomääriin sitoutumista.
Voiteluvaatimukset
Oikea voitelu on ratkaisevan tärkeää kovametallimeiston käyttöiän maksimoimiseksi vähentämällä kitkaa lävistys- ja materiaalirajapinnassa, estämällä materiaalin kerääntymisen muotin pinnoille ja säätelemällä muotin lämpötilaa nopean käytön aikana. Useimmissa teräs- ja ruostumattomien teräsnauhojen kovametallin progressiivisissa leimausoperaatioissa kevytviskositeettinen rikki tai kloorattu äärimmäisen paineen leimausöljy, jota levitetään telapäällystimellä tai ruiskujärjestelmällä kontrolloidulla kalvon painolla 0,5–2,0 g/m², tarjoaa riittävän voitelun. Kupari- ja messinkinauhassa tarvitaan klooraamattomia formulaatioita syövyttävän tahran estämiseksi. Kuivakalvovoiteluaineita – mukaan lukien nauhalle levitetyt molybdeenidisulfidi- ja PTFE-pinnoitteet – käytetään sovelluksissa, joissa leimattujen osien öljyn saastuminen ei ole hyväksyttävää, kuten sähkökosketuksissa ja lääkinnällisten laitteiden valmistuksessa.
Kovametallisuojan puristusvaatimukset
Volframikarbidin hauraus veto- ja taivutusjännityksen alaisena tarkoittaa, että kovametallileimaussuuttimet ovat erittäin herkkiä puristusvirheille, liukuvien samansuuntaisuusvirheille ja keskipisteen ulkopuoliselle kuormitukselle, jonka työkaluterästyökalut sietävät. Kuluneessa tai väärin kohdistetussa puristimessa juoksevat kovametallimuotit ovat yksi nopeimmista tavoista aiheuttaa ennenaikaisen meistinvian. Kovametallityökaluissa käytettävän puristimen tulee osoittaa liukua alustaan yhdensuuntaisuutta 0,010 mm:n rajoissa koko muottialueella, ja hydraulinen ylikuormitussuoja on asetettu 110–120 prosenttiin lasketusta leikkausvoimasta puristimen liike pysäyttämiseksi syöttöhäiriön tai kaksoisiskun sattuessa ennen katastrofaalista muottivauriota. Pikairrotettavat muotinsuoja-anturit — valvovat nauhan syöttöä, osien irtoamista ja muotin suojatapin taipumista — ovat vakiovarusteita progressiivisissa kovametallisuulakkeissa ja maksavat itsensä nopeasti takaisin, koska ne estävät yksittäisen katastrofaalisen kovametallimurtuman.
Kovametallileimausmuottimien huolto, teroitus ja kunnostus
Yksi volframikarbidin meistosuulakkeiden merkittävistä taloudellisista eduista työkaluteräkseen verrattuna on kyky kunnostaa kuluneita työkaluja leikkaamalla teräpinnat tarkasti uudelleen, palauttamalla terävät leikkaussärmät ja korjaamalla välysgeometriaa. Hyvin hoidettu kovametallisuutin voidaan tyypillisesti teroittaa uudelleen 20–50 kertaa ennen kuin kertynyt massan poisto laskee muotin vähimmäiskorkeuden alapuolelle, jolloin kokonaiskäyttöikä on monta kertaa pidempi kuin työkalun alkuperäinen käyttöikä hiontojen välillä.
- Kulumisilmaisimien valvonta: Luo tuotannon seurantaprotokollat, jotka seuraavat meistettyjen osien pursekorkeutta, leikatun reunan kiertymissyvyyttä ja puristimen vetoisuustrenditietoja asteittaisen muotin kulumisen indikaattoreina. Uudelleenhiontauksen aloittaminen jäysteen kehittymisen ensimmäisistä merkeistä – sen sijaan, että osien laatu ei ole määritysten mukainen – minimoi hiontajaksoa kohden tarvittavan massan poiston ja maksimoi käytettävissä olevien uudelleenhiontajaksojen kokonaismäärän, ennen kuin muotti saavuttaa romun korkeuden.
- Pinnan hionta uudelleenhiontaa varten: Kovametallisuutinpinnan uudelleenhionta suoritetaan tarkkuuspintahiomakoneella käyttämällä hartsisidostettua timanttikuppilaikkaa tai segmentoitua timanttilaikkaa. Vähimmäismassan poiston hiontaa kohden tulee olla riittävä murtaakseen koko kulumisalueen läpi – tyypillisesti 0,05–0,15 mm pintaa kohden – paljastaakseen tuoreen, vahingoittumattoman kovametallin, jossa on terävät leikkuureunat.
- Reunojen hionta hionnan jälkeen: Juuri jauhetut kovametallileikkaussärmät sisältävät mikrolastu- ja hiomapurseet, jotka lyhentävät työkalun alkuperäistä käyttöikää, jos niitä ei käsitellä ennen muotin palauttamista tuotantoon. Kevyesti hallittu reunahionta, jossa käytetään hienoa timantti- tai boorinitridikiveä – poistaa vain 0,005–0,020 mm reunamateriaalia tasaisessa kulmassa – vahvistaa leikkuureunan geometriaa ja pidentää merkittävästi ensimmäisen iskun työkalun käyttöikää uudelleenhionnan jälkeen.
- Tarkastus jokaisen uusinnan jälkeen: Tarkasta jokaisen uudelleenhiontajakson jälkeen kaikki kovametalliosat suurennuksella (vähintään 10-kertaisella luupilla, mieluiten työkalunvalmistajan mikroskoopilla) mikrohalkeamien, reunahalkeamien ja pinnan epätasaisuuksien varalta, ennen kuin asennat ne takaisin meistisarjaan. Kovametallisuuttimen osien halkeamat leviävät nopeasti tuotantokuormituksen aikana ja aiheuttavat katastrofaalisen vian – niiden tunnistaminen tarkastuksessa estää myöhemmän puristimen vauriot ja suunnittelemattomat seisokit.
- Uudelleenpinnoitus käyttöiän pidentämiseksi: Fysikaalinen höyrypinnoitus (PVD) -pinnoitteet - erityisesti TiN, TiCN, TiAlN ja DLC (timantin kaltainen hiili) -, jotka on levitetty kovametallileimausstansseille hionnan jälkeen, voivat pidentää hiontaväliä 2–4 kertaa hankaavissa työkappalemateriaaleissa. DLC-pinnoitteet ovat erityisen tehokkaita kupari- ja alumiinimeistosovelluksissa, joissa materiaalin tarttuminen muotin pintaan on ensisijainen kulumismekanismi.
Volframikarbidi vs. työkaluteräsleimausmuotit: suora vertailu
Päätös volframikarbidin ja työkaluteräksen välillä leimaussuulakkeessa edellyttää alkuperäisen työkaluinvestoinnin tasapainottamista koko tuotantojakson aikana. Seuraava vertailu tarjoaa käytännön puitteet tälle päätökselle tärkeimmillä suorituskyvyn ja talouden ulottuvuuksilla.
| Parametri | Volframikarbidi | Työkalun teräsrunko (D2 / M2) |
| Kovuus | 85–93 HRA (≈1400–1800 HV) | 58–65 HRC (≈650–830 HV) |
| Tyypillinen työkalun käyttöikä | 5–50 miljoonaa vetoa (sovelluksesta riippuen) | 100 000-1 miljoonaa iskua |
| Työkalujen alustavat kustannukset | 3–8× korkeampi kuin työkaluteräs | Perustaso |
| Osan hinta (suuri määrä) | Huomattavasti alhaisempi | Korkeampi toistuvan vaihdon vuoksi |
| Mittojen vakaus | Erinomainen (korkea moduuli) | Hyvä (alempi moduuli) |
| Isku/iskunkestävyys | Kohtalainen (hauras – arvosta riippuvainen) | Hyvä – Erinomaista |
| Koneistettavuus / Korjattavuus | Vaikea (vain timantti / EDM) | Hyvä (perinteinen koneistus) |
| Paras | Suuri volyymi, hankaavia materiaaleja, tiukat toleranssit | Prototyypit, pieni volyymi, monimutkainen 3D-muovaus |
Taloudellinen risteytyspiste – tuotantomäärä, jonka yläpuolella kovametallin alhaisemmat kustannukset kompensoivat sen suuremman alkutyökaluinvestoinnin – putoaa tyypillisesti 500 000–2 miljoonaan osaan muotin monimutkaisuudesta, työkappaleen materiaalin kovuudesta ja kullakin materiaalilla saavutettavasta hiontavälistä riippuen. Jokaisessa leimausohjelmassa, jonka odotetaan ylittävän 2 miljoonaa osaa, omistuskustannusanalyysin kokonaiskustannukset suosivat lähes yleisesti volframikarbidista valmistettua meistosuutinta työkaluteräsvaihtoehtojen sijaan.
Tuotteemme //
Liittyvät tuotteet

Jos olet kiinnostunut tuotteistamme, ota meihin yhteyttä
