
FI
Volframikarbidin jyrsintätyökalut: mitä ne ovat, miten ne toimivat ja kuinka saada niistä kaikki irti
Teollisuuden uutisia-Mitä volframikarbiditien jyrsintätyökalut ovat ja miksi niillä on merkitystä
Volframikarbidin tiejyrsintätyökalut – joita kutsutaan myös yleisesti kovametallijyrsijöiksi, tiehöyläksi, kylmäjyrsintähampaiksi tai päällysteen jyrsijöiksi – ovat yksittäisiä leikkauselementtejä, jotka on asennettu kylmäjyrsinkoneen pyörivään rumpuun. Kun jyrsinkone kulkee asfaltin tai betonipäällysteen pinnan yli, nämä pienet mutta poikkeuksellisen kovat kovametallikärkiset työkalut tekevät varsinaisen päällystemateriaalin murtamisen, leikkaamisen ja poistamisen. Jokainen työkalu on tarkasti suunniteltu komponentti, joka koostuu teräsrungosta, karkaistusta teräksestä olevasta pidikkeestä tai lohkokokoonpanosta ja volframikarbidikärjestä, joka on juotettu tai puristussovitettu leikkauspäähän. Volframikarbidikärki on työkalun liiketoiminnallinen pääte: se koskettaa päällystettä suoraan ja sen on kestettävä jyrsinnän aikana syntyvän iskun, hankauksen, puristuksen ja lämmön yhdistettyjä rasituksia rummun pyörimisnopeuksilla, jotka voivat ylittää 100 kierrosta minuutissa.
Syy, että volframikarbidi on valittu materiaali tiejyrsintätyökalujen kärkiin, on sen poikkeuksellinen yhdistelmä kovuutta ja kulutuskestävyyttä. Kovuusasteella noin 9,5 Mohsin asteikolla – toiseksi timantin jälkeen – ja puristuslujuudella, joka ylittää paljon nopean teräksen tai muiden työkalumateriaalien, volframikarbidi säilyttää leikkausgeometriansa paljon pidempään kuin muut materiaalit, kun se altistuu äärimmäisille hankausolosuhteille päällysteen jyrsinnässä. Tämä merkitsee suoraan pienempää työkalun vaihtotiheyttä, lyhennettyä koneen seisonta-aikaa, parempaa leikkauslaatua koko työkalun käyttöiän ajan ja viime kädessä pienempiä kokonaiskustannuksia jyrsityn pinnan neliömetriä kohti. Teiden kunnostus- ja päällysteen kunnossapidossa, jossa työkalujen kulutus on yksi merkittävimmistä muuttuvista käyttökustannuksista, kovametallijyrsintätyökalujen laadulla ja spesifikaatiolla on mitattavissa oleva vaikutus projektin kannattavuuteen.
Volframikarbidijyrsinnän anatomia
Kovametallien jyrsintätyökalun rakenteen ymmärtäminen auttaa selittämään, miksi erilaiset mallit toimivat eri tavalla erilaisissa päällysteolosuhteissa ja miksi työkalun teknisten tietojen sovittaminen sovellukseen on niin tärkeää optimaalisen suorituskyvyn ja työkalun käyttöiän saavuttamiseksi.
Volframikarbidin kärki
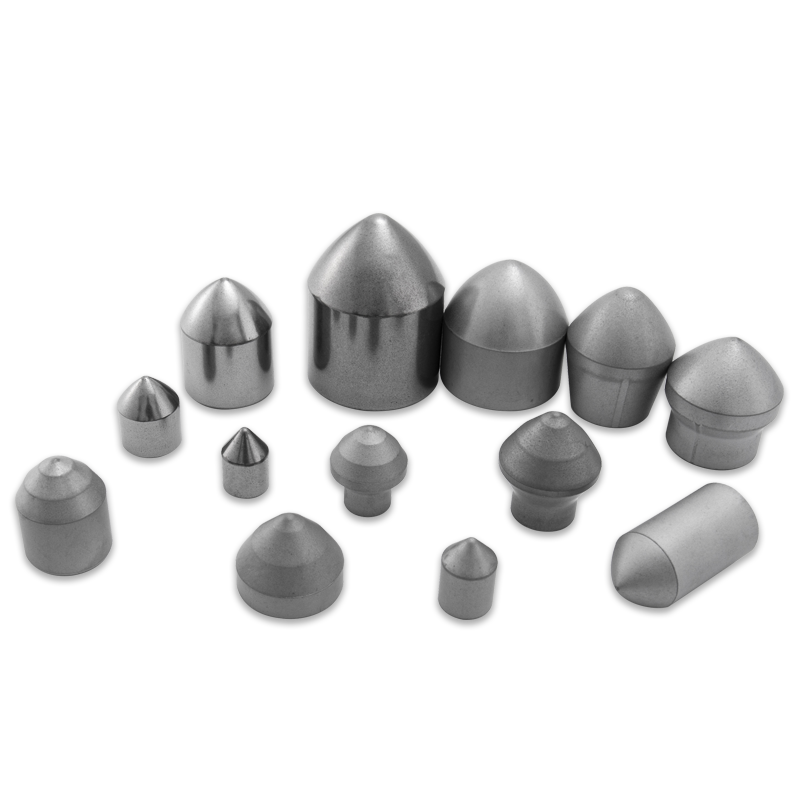
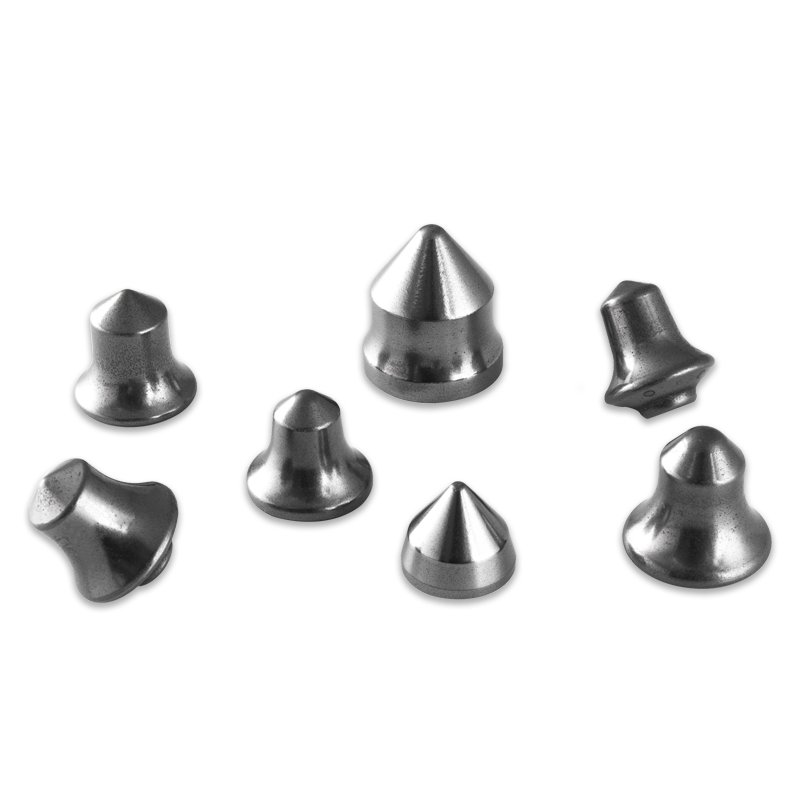
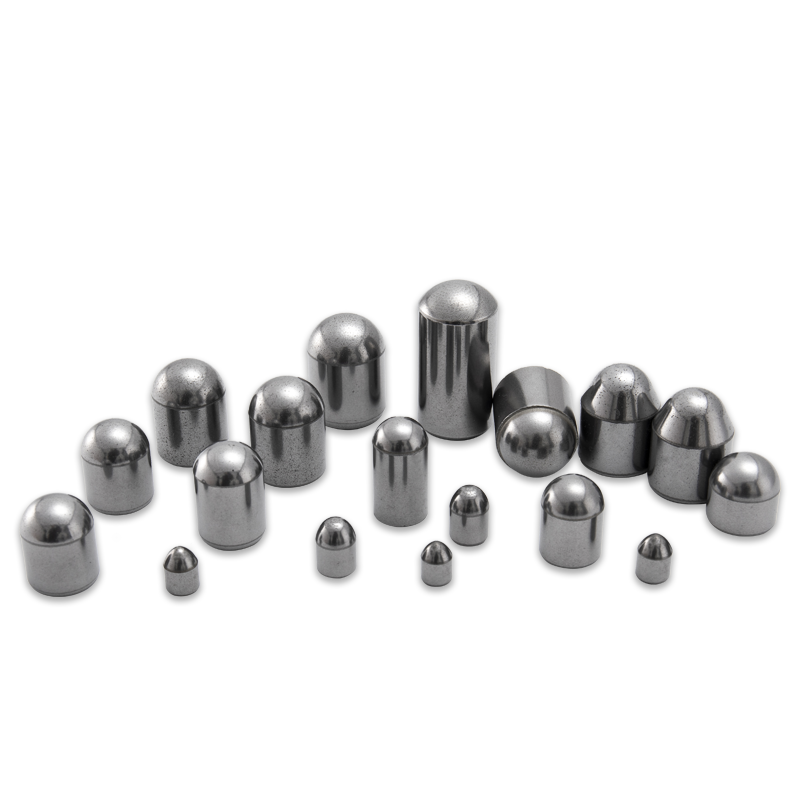
Kovametallikärki on tienjyrsintätyökalun teknisesti kriittisin komponentti. Se on valmistettu sementoidusta volframikarbidista – komposiittimateriaalista, joka valmistetaan sintraamalla volframikarbidijauhetta metallisen sideaineen, yleisimmin koboltin, kanssa erittäin korkeissa lämpötiloissa ja paineissa. Valmiin kovametallikärjen ominaisuudet määräytyvät volframikarbidijauheen raekoon, kobolttisideainepitoisuuden ja sintrausolosuhteiden mukaan. Hienorakeiset kovametallilajit, joiden kobolttipitoisuus on pienempi (6–8 %), tarjoavat maksimaalisen kovuuden ja kulutuskestävyyden, joten ne sopivat kovaan kulutukseen, kuten kovien kiviainesten tai betonipäällysteiden jyrsimiseen. Karkeammat raelaadut, joissa on korkeampi kobolttipitoisuus (10–12 %), uhraavat jonkin verran kovuutta parantaakseen sitkeyttä ja iskunkestävyyttä, mikä tekee niistä sopivampia jyrsintäsovelluksiin, joihin liittyy iskukuormitus, kuten työskentely voimakkaasti halkeilevalla tai epäsäännöllisellä päällysteellä, jossa työkalu altistuu ajoittaisille voimakkaille iskuille. Kärjen geometria – sen kartiokulma, kärjen säde ja kokonaismuoto – vaikuttavat siihen, kuinka tehokkaasti se tunkeutuu päällysteeseen ja kuinka leikkausvoimat jakautuvat työkalun rungon läpi jyrsinnän aikana.
Työkalun runko ja varsi
Terästyökalun runko siirtää leikkausvoimat kovametallikärjestä työkalun pidikkeeseen ja rumpukokoonpanoon. Se on tyypillisesti valmistettu keskihiilestä seosteräksestä, joka on lämpökäsitelty antamaan huolellisesti tasapainotetun yhdistelmän pinnan kovuutta – kestämään leikkauksen aikana rungon ohi virtaavan päällystemateriaalin aiheuttamaa hankausta – ja ytimen sitkeyttä, joka vaimentaa iskukuormituksia murtumatta. Varren halkaisija on standardoitu mitta, jonka on vastattava työkalunpitimen reikää, johon se työnnetään. Tiejyrsintätyökalujen yleisin varren halkaisija on 22 mm, vaikka 25 mm ja 30 mm varsia käytetään raskaissa koneissa ja tietyissä rumpukokoonpanoissa. Kulumista suojaava kovapintainen rengas asetetaan usein kovametallikärjen pohjan ympärille ensiluokkaisissa työkalumalleissa suojaamaan teräsrunkoa voimakkaasti kulumisalueella välittömästi kärjen takana, mikä pidentää rungon käyttöikää ja vähentää koko työkalun vaihtotiheyttä, vaikka kovametallikärki olisi vielä käyttökelpoinen.
Työkalun pidike ja lohkojärjestelmä
Tiejyrsintätyökaluja ei hitsata suoraan rumpuun. Ne työnnetään työkalunpitimiin - joita kutsutaan myös lohkonpitimiksi tai pohjalohkoiksi -, jotka hitsataan rummun pintaan tietyllä kuviolla. Työkalunpidin palvelee kahta kriittistä toimintoa: se tarjoaa työkalun tarkan kulma-asennon suhteessa rummun pintaan, mikä määrää leikkausgeometrian ja materiaalivirran, ja se mahdollistaa työkalun nopean vaihdon kentällä ilman tarvetta hitsata tai koneistaa itse rumpua. Työkalun ja pidikkeen välisessä käyttöliittymässä käytetään jousenpidätysjärjestelmää – tyypillisesti lukitusrengasta tai jousipidikettä työkalun varren ympärillä –, joka pitää työkalun tukevasti paikallaan käytön aikana, samalla kun se voidaan lyödä irti ajorei'illä ja vaihtaa sekunneissa, kun se on kulunut. Pitimen runko itsessään on kuluva osa, jota on myös tarkkailtava ja vaihdettava säännöllisesti, koska liiallinen pidikkeen kuluminen aiheuttaa työkalun kohdistusvirheitä, mikä nopeuttaa kovametallikärjen vaurioitumista ja heikentää jyrsintälaatua.
Kuinka kovametallijyrsintätyökalut on sijoitettu rummulle ja miksi sillä on merkitystä
Malli, jossa volframikarbidin tiejyrsintätyökalut on asennettu rumpuun – niiden etäisyys, kulman suuntaus ja rivikokoonpano – ovat yhtä tärkeitä kuin itse työkalut jyrsintätehoa määritettäessä. Rummun kokoonpano on suunniteltu tasapainottamaan useita kilpailevia vaatimuksia: leikkaustehokkuus, pintarakenteen laatu, materiaalivirtaus rumpukotelon läpi, tärinäominaisuudet ja leikkauskuorman jakautuminen yksittäisten työkalujen välillä.
Työkalut on järjestetty kierteisiksi riveiksi rummun kehän ympärille, jolloin kierrekulma ja työkalujen välinen etäisyys kullakin rivillä määräävät jyrsittyyn pintaan jäävän leikkauskuvion. Tarkempi työkaluväli – enemmän työkaluja rummun leveysyksikköä kohden – tuottaa tasaisemman jyrsityn pinnan tekstuurin, jossa on pienempiä harjanteita yksittäisten työkalun leikkausten välillä, mikä on tärkeää, kun jyrsittyä pintaa käytetään väliaikaisena kulkupintana ennen päällystystä tai kun pinnan säännöllisyys on ratkaisevan tärkeää myöhemmän päällystyskerroksen tarttuvuuden kannalta. Leveämpi työkaluväli tuottaa karkeamman tekstuurin, joka tuottaa aggressiivisemman materiaalin poiston työkalua kohden ja vähentää pinta-alayksikkökohtaista tehoa, mikä voi olla edullista syväjyrsinnässä, jossa tuottavuus on etusijalla pinnan viimeistelyn laatuun nähden.
Kunkin työkalun pidikkeen kulmasuuntaus rummussa – sekä säteittäinen kulma (kuinka eteenpäin työkalu kallistuu pyörimissuunnassa) ja sivukulma (työkalun akselin sivuttaiskallistus suhteessa rummun akseliin) ohjaa kuinka kovametallikärki kiinnittyy päällysteeseen, kuinka leikkausvoimat jakautuvat ja miten jyrsitty materiaali ohjataan kuljetusjärjestelmään. Rummun kokoonpanosuunnittelun tarkkuus on yksi tärkeimmistä eroista johtavien valmistajien korkean suorituskyvyn jyrsinkoneiden ja heikompilaatuisten vaihtoehtojen välillä, jotka voivat saavuttaa hyväksyttävät materiaalin poistonopeudet, mutta tuottavat huonomman pintarakenteen, korkeamman työkalun kulumisen ja suuremman koneen tärinän.
Volframikarbidin tiejyrsintätyökalujen tyypit ja niiden erityiset sovellukset
Tiejyrsintätyökalumarkkinat tarjoavat useita erilaisia työkalutyyppejä, jotka on optimoitu erilaisille päällystemateriaaleille, jyrsintäsyvyyksille, konekokoille ja suorituskykyprioriteeteille. Oikean työkalutyypin valitseminen tiettyyn sovellukseen on yksi vaikuttavimmista päätöksistä jyrsintätyökalujen kustannusten ja tuottavuuden hallinnassa.
| Työkalun tyyppi | Kovametallikärjen geometria | Paras sovellus | Keskeinen etu |
| Vakio kartiomainen poiminta | Terävä kartio, keskipitkä kärjen säde | Yleinen asfaltin jyrsintä, pintakerroksen poisto | Monipuolinen, kustannustehokas, laajasti saatavilla |
| Ballistinen kärkivalinta | Pyöreä ballistinen profiili, suurempi kärjen säde | Kova kiviainesasfaltti, hankaavat päällystemateriaalit | Ylivoimainen kulutuskestävyys erittäin hankaavissa olosuhteissa |
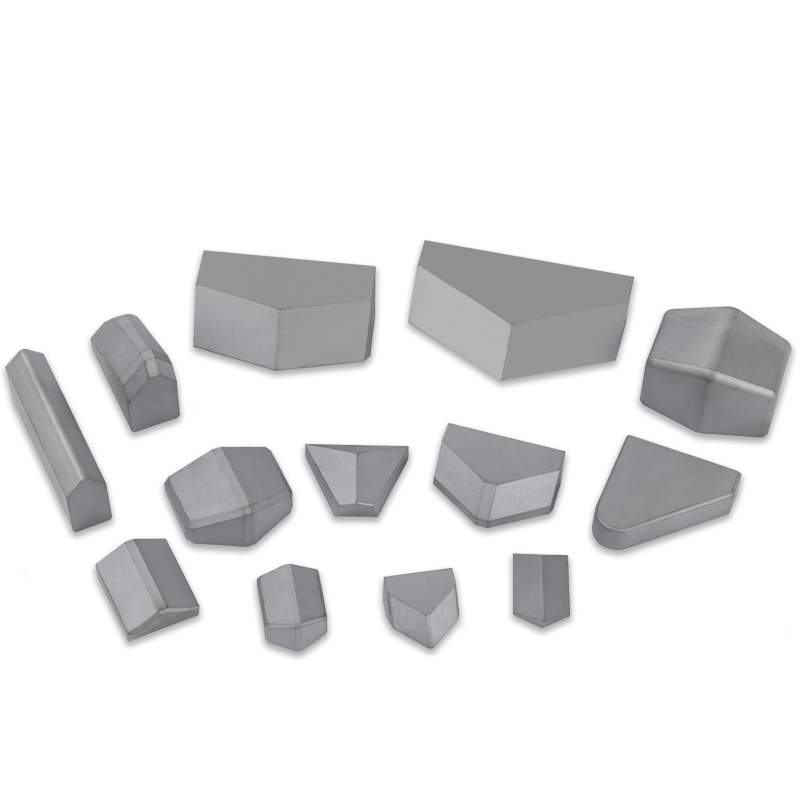
| Tasainen tai talttahakka | Litteät tai hieman kaarevat kasvot | Hienojyrsintä, pintaprofilointi, rumble-nauhaleikkaus | Tuottaa tasaisemman pintarakenteen, tarkan syvyyssäädön |
| Betonin jyrsintä | Erittäin paksu kärki, vahvistettu runko | Portlandsementtibetonipäällysteen poisto | Korkea iskunkestävyys betonin hauraalle murtumiskäyttäytymiselle |
| Economy / vakioluokka | Vakiogeometria, alempi kovametallilaatu | Kulumaton asfaltti, lyhyet projektikestot | Pienemmät alkukustannukset, kun työkalun käyttöikä ei ole ensisijainen tekijä |
| Premium / pidennetty käyttöikäluokka | Optimoitu geometria, korkealaatuinen kovametalli, vahvistettu runko | Korkean tuotannon jyrsintä, hioma- tai vaihteleva päällyste | Maksimi työkalun käyttöikä, alhaisin neliöhinta koko projektin aikana |
Tekijät, jotka määräävät, kuinka kauan kovametallijyrsintäterät kestävät kentällä
Työkalun kestoikä on mittari, joka määrittää suorimmin tienjyrsintäprojektin käyttötalouden. Työkalusarjaa kohti jyrsittävien päällysteen neliömetrien määrä vaihtelee valtavasti – vaativimmissa olosuhteissa muutamasta tuhannesta neliömetristä suotuisissa olosuhteissa kymmeniin tuhansiin neliömetriin – ja tätä vaihtelua ohjaavien muuttujien ymmärtäminen auttaa käyttäjiä ja projektipäälliköitä tekemään parempia päätöksiä työkalujen valinnasta, koneen asetuksista ja käyttötavoista.

Päällystysmateriaalin kovuus ja kiviainestyyppi
Kovametallijyrsintätyökalun käyttöikään vaikuttavin yksittäinen tekijä on leikattavan päällystemateriaalin kovuus ja hankauskyky. Asfalttipäällysteet, jotka sisältävät kovia magmaisia kiviaineksia, kuten kvartsiittia, graniittia tai basalttia, ovat huomattavasti hankaavampia kuin pehmeämpiä kalkkikivi- tai hiekkakiviaineksia käyttävät asfalttipäällysteet, ja työkalujen kulumisnopeus voi olla kahdesta neljään kertaa suurempi samoissa jyrsintäolosuhteissa. Teräsbetoni on vaativin materiaali – kovan kiviaineksen, sementtipastan ja teräsraudoituksen yhdistelmä luo äärimmäistä kulumista ja iskukuormitusta, joka rajoittaa työkalun käyttöiän pieneen osaan asfaltilla saavutettavissa olevasta. Jyrsittävän päällysteen kokonaisgeologian ymmärtäminen ennen työn alkamista on tärkeä panos realistiseen työkalun kulutuksen ennustamiseen.
Jyrsintäsyvyys ja koneen toimintaparametrit
Syvemmät jyrsintäleikkaukset lisäävät kuormitusta työkalua kohden, leikkausrajapinnassa syntyvää lämpöä ja materiaalin määrää, joka jokaisen työkalun on käsiteltävä aikayksikköä kohti, mikä kaikki nopeuttaa kulumista. Jyrsinkoneen käyttäminen jyrsintäsyvyydelle ja päällysteen kovuudelle sopivaa suuremmilla nopeuksilla lisää jokaisen työkalun lastukuormitusta ja voi aiheuttaa kovametallikärjen murtumista asteittaisen hankaavan kulumisen sijaan – paljon tuhoisampi vikatila. Myös rummun pyörimisnopeudella on merkitystä: rummun pyörittäminen nopeammin kuin materiaalille on tarpeen, lisää iskutaajuutta parantamatta tuottavuutta ja nostaa kärjen lämpötilaa, mikä vähentää kovametallin kovuutta ja nopeuttaa kulumista. Ajonopeuden, jyrsintäsyvyyden ja rummun pyörimisnopeuden yhdistelmän optimointi tietylle päällystemateriaalille on yksi tehokkaimmista vipuista työkalun käyttöiän pidentämiseksi tuotantonopeuksia tinkimättä.
Vesisuihkujärjestelmän suorituskyky
Tiejyrsinkoneet on varustettu vesisuihkujärjestelmällä, joka ohjaa veden rummulle ja työkaluille käytön aikana. Tämä järjestelmä palvelee kahta kriittistä toimintoa: kovametallikärkien jäähdytystä lämmöstä johtuvan kovuushäviön ja lämpöhalkeilun estämiseksi sekä jyrsintäprosessin synnyttämän pölypilven tukahduttamista. Oikein toimiva vesisuihkujärjestelmä, jossa on riittävä virtausnopeus ja oikea suuttimen asento jokaiseen työkaluriviin, voi pidentää kovametallityökalun käyttöikää 20–40 % verrattuna toimimiseen ilman vettä tai huonosti huolletulla ruiskutusjärjestelmällä. Tukkeutuneet tai väärin kohdistetut ruiskutussuuttimet ovat yleinen ja helposti huomiotta jäävä syy työkalujen ennenaikaiseen kulumiseen, ja ruiskutusjärjestelmän tarkistamisen jokaisen työvuoron alussa tulisi olla vakiona koneen asennuksessa.
Työkalun pyörimisen ja kulumisen valvonta
Volframikarbidin jyrsintäpikit on suunniteltu pyörimään vapaasti pidikkeissään käytön aikana, jolloin kuluminen jakautuu tasaisesti kovametallikärjen kehän ympärille. Työkalu, joka ei voi pyöriä – koska sen pidikereikä on kulunut, likaantunut tai työkalun varsi on syöpynyt – kuluu epäsymmetrisesti, jolloin kärjen toiselle puolelle muodostuu litteä piste, mikä lyhentää merkittävästi sen leikkaustehoa ja käyttöikää. Säännöllinen työkalun pyörimisen tarkastus käytön aikana, työkalun varsien voitelu vaihdon aikana ja kuluneiden pidikkeiden vaihtaminen ennen kuin ne aiheuttavat työkalun pyörimisrajoituksia ovat välttämättömiä käytäntöjä maksimoimaan investoinnin tuotto korkealuokkaisiin kovametallityökaluihin.
Volframikarbidijyrsintätyökalujen tarkastaminen, vaihtaminen ja hallinta työn aikana
Tehokas työkalujen hallinta kentällä edellyttää systemaattista lähestymistapaa tarkastuksiin, vaihdon ajoitukseen ja kirjaamiseen, mikä ei ole kuin pelkkä työkalujen vaihtaminen, kun ne näkyvät epäonnistuvat. Ennakoiva työkalunhallintaohjelma vähentää suunnittelemattomia seisokkeja, parantaa pinnan laadun tasaisuutta ja alentaa työkalujen kokonaiskustannuksia projektikohtaisesti havaitsemalla kulumiskuviot ajoissa ja korjaamalla niiden perimmäiset syyt ennen niiden eskaloitumista.
- Määritä säännöllinen tarkastusväli: Tarkasta täysi rumpu määrätyin väliajoin – tyypillisesti 2–4 jyrsintätunnin välein olosuhteista riippuen – sen sijaan, että odotat näkyvien ongelmien ilmaantumista. Työkalun alkuvaiheen kuluminen on paljon helpompaa ja halvempaa hallita kuin katastrofaalinen työkaluvika, joka vahingoittaa pidikkeitä ja rummun osia. Tarkasta rummun alapuoli taskulampun ja peilin avulla sen ollessa paikallaan koneen turvallisesti sammutettuna ja lukittuna.
- Vaihda työkalut ryhmissä yksittäisten sijaan: Kun useat työkalut peräkkäin tai osassa osoittavat huomattavaa kulumista, vaihda koko ryhmä mieluummin kuin vain eniten kuluneet yksittäiset työkalut. Sekakäyttöiset työkalusarjat luovat epätasaisen kuorman jakautumisen rummun poikki, ylikuormittaen uudempia työkaluja voimakkaasti kuluneiden vieressä ja kiihdyttäen vuorostaan niiden kulumista. Työkalujen vaihtaminen systemaattisissa ryhmissä säilyttää tasaisen kulumisprofiilin koko rummussa.
- Tarkasta pidikkeet aina, kun työkalua vaihdetaan: Mittaa pidikkeen reiän halkaisija mittarilla tai tarkista näkyvän soikean kulumisen, halkeamien tai lämpövärjäytymien varalta aina, kun työkalu irrotetaan. Pitimen reikä, joka on kulunut liian suureksi – tyypillisesti yli 0,5 mm yli nimellisreiän halkaisijan – ei pidä uutta työkalun vartta oikein, mikä estää työkalun pyörimisen ja aiheuttaa vaihtotyökalun ennenaikaista kulumista. Vaihda kuluneet pidikkeet välittömästi uuteen sen sijaan, että käytät niitä uudelleen.
- Tallenna työkalun kulutus rummun asennon mukaan: Rummun nopeimmin työkaluja kuluttavan asennon seuranta paljastaa järjestelmälliset kulumiskuviot, jotka osoittavat erityisiä toimintaongelmia – riittämätön vesisuihkupeitto tietyillä riveillä, pidikkeen vino rummun osassa tai päällysteolosuhteet, jotka ovat erityisen aggressiivisia tietyillä leikkauksen alueilla. Nämä tiedot ovat korvaamattomia diagnosoitaessa ja korjattaessa perimmäisiä kulumisongelmia sen sijaan, että vain vaihdettaisiin työkaluja reaktiivisesti.
- Käytä oikeita työkalujen poisto- ja asennustyökaluja: Improvisoitujen tai virheellisten lävistysten ja asennustyökalujen käyttäminen jyrsintäpiikkien poistamiseen ja istuttamiseen vaurioittaa työkalun varsia, pidikkeen reikiä ja kiinnitysjousiklipsiä, mikä aiheuttaa sovitusongelmia, jotka vaikuttavat sekä työkalun kiinnittymisvarmuuteen että pyörimiskykyyn. Käytä aina valmistajan määrittämiä poisto- ja asennustyökaluja ja kouluta kaikki kenttähenkilöstö oikeaan menettelyyn ennen kuin annat heidän suorittaa rummun huoltoa.
- Varastoi varatyökalut ja pidikkeet oikein: Volframikarbidi on hauras ja voi halkeilla tai halkeilla, jos työkalut heitetään löysästi metalliseen säilytysastiaan, jossa ne törmäävät kuljetuksen aikana. Säilytä varatyökaluja jaetuissa lokeroissa tai putkimaisissa pidikkeissä, jotka estävät kosketuksen yksittäisten kovametallikärkien välillä. Pidä varastointi kuivana varren korroosion estämiseksi, mikä heikentää pyörimistä ja vaikeuttaa työkalun poistamista tulevaisuudessa.
OEM vs. jälkimarkkinoiden kovametallijyrsintätyökalut: Kuinka arvioida todellisten kustannusten ero
Yksi yleisimmistä tienjyrsintäurakoitsijoiden ostopäätöksistä on, käytetäänkö alkuperäisen laitevalmistajan (OEM) volframikarbidijyrsintätyökaluja vai ulkopuolisten toimittajien jälkimarkkinoiden vaihtoehtoja. Hintaero OEM- ja jälkimarkkinoiden kovametallisten tienjyrsimien välillä voi olla huomattava – jälkimarkkinatyökalut ovat usein 30–60 % halvempia yksikköä kohden kuin OEM-vastaavat – mutta vertailukohtana ei ole yksikköhinta, vaan jyrsityn päällysteen neliömetrin hinta, joka riippuu työkalun käyttöiästä, vikaantumisasteesta ja pitimen vaurioista tai pinnanlaatuongelmista aiheutuvista jatkokustannuksista.
Ensiluokkaiset OEM-kovametallijyrsintätyökalut valmistajilta, kuten Wirtgen, Kennametal, Element Six ja Betek, on suunniteltu ja testattu erityisesti niiden mukana toimitettujen koneiden rumpukokoonpanoja ja käyttöolosuhteita varten. Niissä käytetään tarkasti määriteltyjä kovametallilaatuja, optimoituja kärkien geometrioita ja työkalun rungon kontrolloitua lämpökäsittelyä, jotka on validoitu täyttämään määritellyt työkalun käyttöikätavoitteet tietyissä olosuhteissa. Ensiluokkaisten OEM-työkalujen kovametallilaadun ja kärjen geometrian toleranssit ovat tiukempia kuin monet halvemmat jälkimarkkinavaihtoehdot, ja tämä johdonmukaisuus heijastuu ennustettavampaan työkalun käyttöikään ja alhaisempiin vikojen määrään huollossa.
Hyvämaineiset jälkimarkkinoiden kovametallijyrsintätyökalujen toimittajat, jotka investoivat metallurgiseen laadunvalvontaan, käyttävät vastaavia kovametallilaatuja ja valmistavat mittatoleransseja, jotka ovat yhteensopivia kohdepidikejärjestelmien kanssa, voivat tarjota aitoa arvoa. Riski piilee huonolaatuisissa jälkimarkkinatyökaluissa, joissa käytetään huonompia karbidilaatuja, joissa on karkeampi rakeisuus ja epäjohdonmukainen kobolttipitoisuus, huonosti hallittu kärjen juottaminen runkoon, mikä johtaa ennenaikaiseen kärjen menettämiseen, tai mittatoleranssit, jotka johtavat huonoon sovitukseen pitimessä ja rajoitettuun työkalun pyörimiseen. Jälkimarkkinoiden työkalujen arvioiminen edellyttää kontrolloitujen kenttäkokeiden suorittamista, joissa vertaillaan kokonaiskustannuksia neliömetriä kohti – ottaen huomioon työkalun kulutus, pidikkeen kuluminen ja kaikki laatuongelmat – sen sijaan, että verrattaisiin vain työkalukohtaista ostohintaa. Työkalu, joka maksaa 40 % vähemmän mutta kuluu kaksi kertaa nopeammin, ei säästä kustannuksia ja voi aiheuttaa lisäkustannuksia pitimen lisääntyneen kulumisen ja rummun seisokkien vuoksi.
Yhteensopiva kovametallityökalun tekniset tiedot yleisiin tienjyrsintäsovelluksiin
Erilaiset tienjyrsintäsovellukset asettavat olennaisesti erilaisia vaatimuksia volframikarbidijyrsintätyökaluille, ja yleistyökalun käyttö kaikissa sovelluksissa on harvoin kustannustehokkain tapa. Työkalun spesifikaatioiden sovittaminen sovellustyypin mukaan on suoraviivainen tapa parantaa työkalun taloudellisuutta muuttamatta ostovolyymiä tai neuvottelematta paremmista hinnoista.
- Pintakerroksen poisto (syvyys 0–40 mm) kaupunkiteillä: Tämä on suurimman volyymin sovellus tienjyrsintäalan urakoitsijoille ja sisältää suhteellisen matalan vakioasfaltin leikkaamisen kohtuullisilla koneennopeuksilla. Normaalit kartiomaiset kovametallihakut keskilaatuisessa kovametallissa ovat sopiva valinta. Etusijalla on tasainen työkalun käyttöikä ja pinnan laatu äärimmäisen kulutuskestävyyden sijaan, ja vakiolaadut tarjoavat yleensä parhaan neliömetrihinnan näissä ennustettavissa olosuhteissa.
- Syväjyrsintä ja täyssyvä talteenotto (40-300mm): Syväjyrsintä altistaa työkalut huomattavasti suuremmille kuormituksille ja lämpötiloille kuin pintajyrsintä, ja syvyydessä syntyvät suuremmat jyrsityt materiaalipalat aiheuttavat yksittäisille työkaluille suuremman iskukuormituksen. Premium-luokan kovametallihakut vahvistetuilla rungoilla ja korkeammalla kobolttipitoisuudella parantavat iskunkestävyyttä ovat parempi valinta tässä, vaikka yksikkökustannukset ovat korkeammat, koska parannettu sitkeys raskaassa iskukuormituksessa estää kärjen murtumia, jotka tekevät vakiotyökaluista epätaloudellisia syväjyrsinnässä.
- Moottoritien ja lentokentän jyrsintä kovalla kiviaineksella: Vilkkaasti liikennöidyillä tienpäällysteillä käytetään usein kvartsiittia tai graniittia, joka aiheuttaa kovametallityökalujen kärkien äärimmäistä hankausta. Ballistiset kärkikarbidit, joissa on hienorakeisia, vähän kobolttia sisältäviä karbidilaatuja, jotka on erityisesti suunniteltu maksimaaliseen kulutuskestävyyteen vaativissa olosuhteissa, ylittävät näiden sovellusten vakiohaarukat jatkuvasti ja tuottavat huomattavasti enemmän neliömetriä työkalua kohti korkeammista yksikkökustannuksista huolimatta.
- Betonin päällysteen jyrsintä ja karkaisu: Portlandsementtibetonin jyrsintä on vaativin sovellus kovametallin tiejyrsintätyökaluille. Betonikiviaineksen äärimmäinen kovuus yhdistettynä betonin hauraaseen murtumiskäyttäytymiseen, joka luo suuria epäsäännöllisiä materiaalipaloja ja suuria iskukuormituksia työkaluihin, vaatii erityisiä betonin jyrsintäpiikkoja, joissa on erittäin paksut kovametallikärjet, vahvistetut teräsrungot ja kovametallilajit, jotka on optimoitu puhtaan kovuuden sitkeyteen. Asfaltin jyrsintäpiikkojen käyttäminen betonissa on väärää taloudellisuutta – vikaprosentti ja työkalujen kulutus ylittävät paljon yleiskäyttöisten ja betonikohtaisten työkalujen kustannuseron.
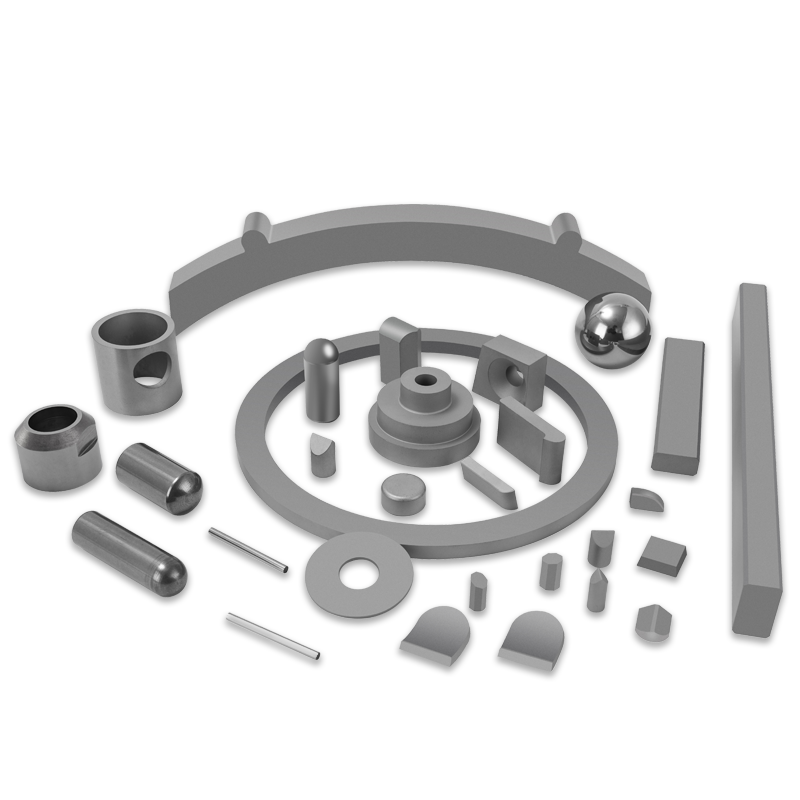
Tuotteemme //
Liittyvät tuotteet

Jos olet kiinnostunut tuotteistamme, ota meihin yhteyttä
