
FI
Suunniteltu vaikuttamaan: Volframikarbidin tiejyrsintätyökalujen tiede ja valinta
Teollisuuden uutisia-Volframikarbidin keskeinen rooli tienjyrsinnässä
Tiejyrsintä on korkean jännityksen mekaaninen prosessi, joka vaatii materiaaleja, jotka kestävät äärimmäistä lämpöä ja hankaavaa kitkaa. Volframikarbidista on tullut alan standardi tienjyrsintätyökalujen kärkissä ainutlaatuisten metallurgisten ominaisuuksiensa vuoksi. Toisin kuin tavallinen teräs, volframikarbidi on komposiittimateriaali, jossa kovametallihiukkaset on liitetty yhteen metallisella sideaineella, yleensä koboltilla. Tämä yhdistelmä tarjoaa pinnan, joka on lähes yhtä kova kuin timantti, mikä varmistaa, että työkalu säilyttää leikkuureunansa hioessaan tiheiden asfaltti- ja betonikerrosten läpi ilman välitöntä muodonmuutosta.
Laadun ja viljarakenteen ymmärtäminen
Tiejyrsintätyökalun suorituskyky riippuu suuresti käytetyn volframikarbidin laadusta. Teiden kunnostamisen yhteydessä insinöörien on tasapainotettava kovuus ja sitkeys. Pienempi raekoko johtaa tyypillisesti kovempaan työkaluun, joka kestää paremmin kulutusta, mutta voi olla hauraampi iskun vaikutuksesta. Sitä vastoin karkeampi, korkeampi kobolttipitoisuus lisää iskunkestävyyttä, mikä on elintärkeää, kun jyrsinkone törmää epätasaisiin kaivonkansiin tai suuriin kiviaineskiviin upotettuina päällysteeseen.
Tehokkaan jyrsintätangon anatomia ja suunnittelu
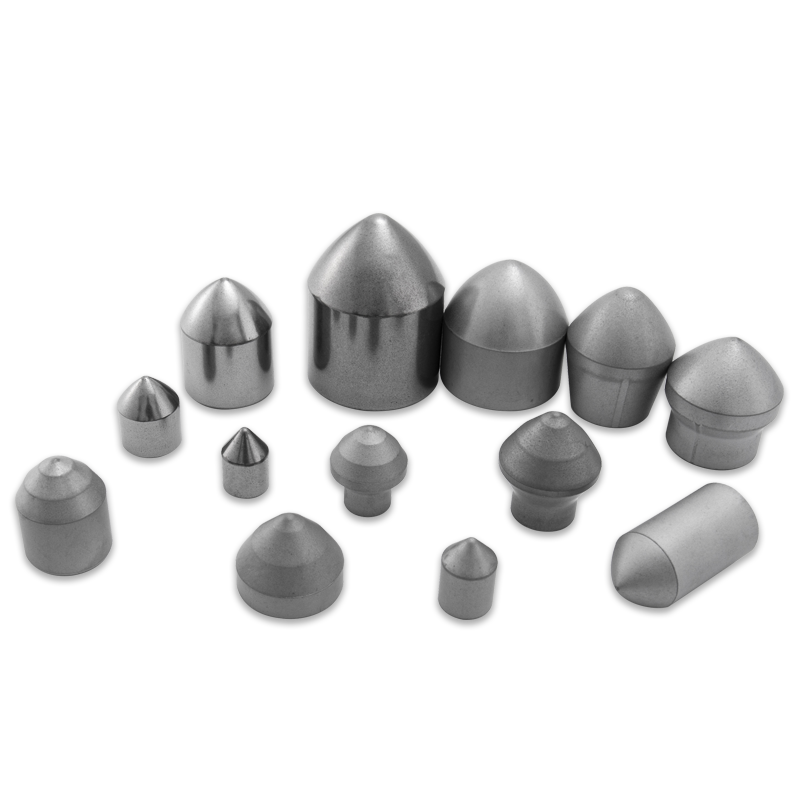
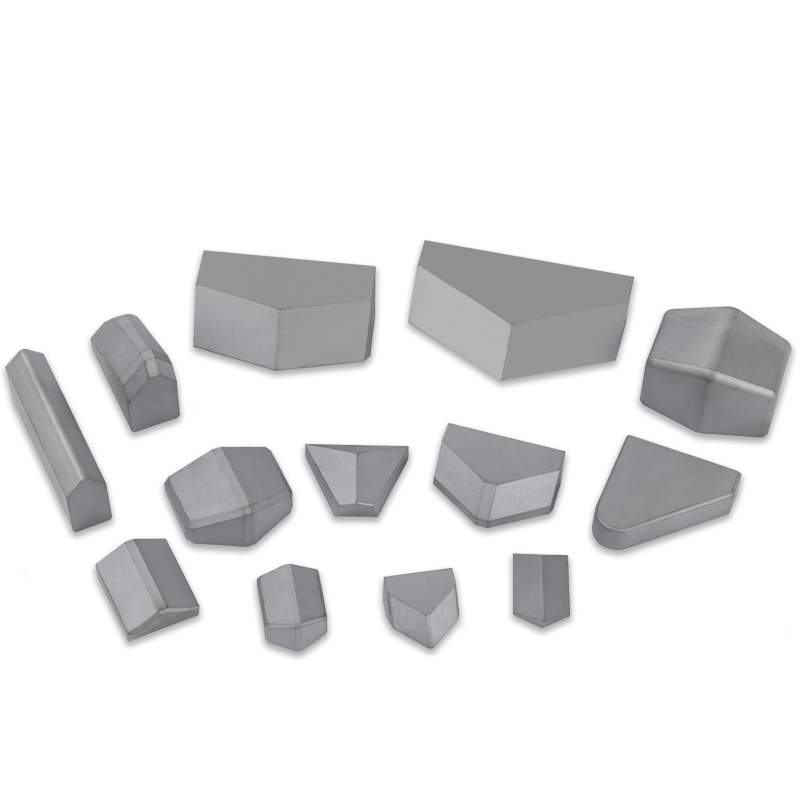
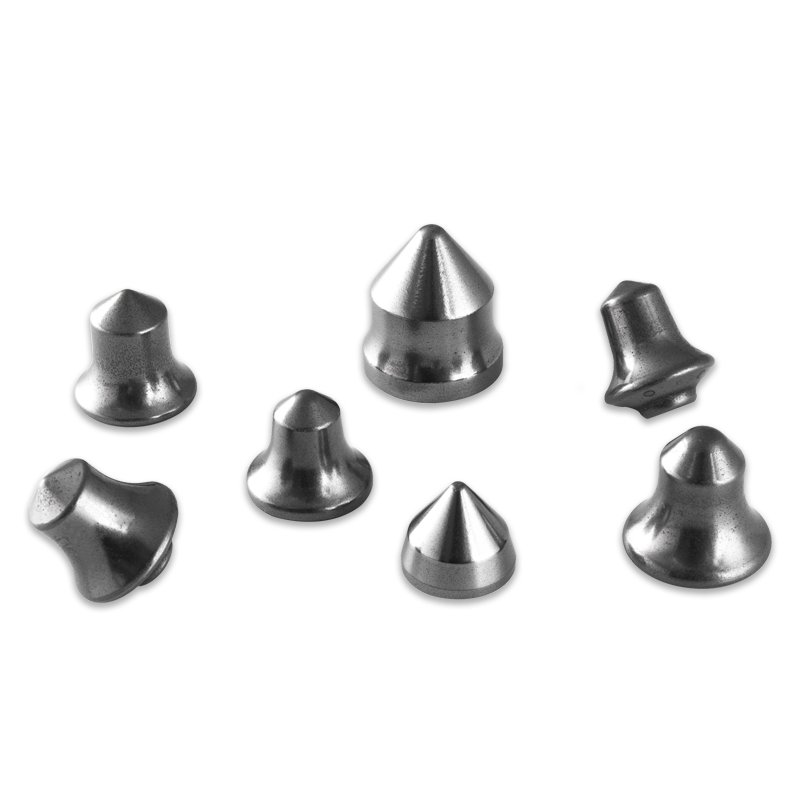
Volframikarbidista valmistettu tienjyrsintätyökalu, jota usein kutsutaan "poikkiksi" tai "bitiksi", koostuu useista kriittisistä komponenteista, jotka on suunniteltu maksimoimaan voiman siirto jyrsintärummilta tienpintaan. Kovametallikärki juotetaan teräsrunkoon, joka työnnetään sitten työkalunpitimeen. Kärjen geometria – onko se kartiomainen, sylinterimäinen tai muotoiltu erikoiskorkilla – määrää, kuinka tehokkaasti työkalu voi tunkeutua pintaan ja kuinka paljon pölyä syntyy prosessin aikana.
- Karbidin kärki: Ensisijainen leikkauselementti, joka saa ensimmäisen kosketuksen alustaan.
- Teräsrunko: Yleensä valmistettu erittäin lujasta taotusta teräksestä estämään terää napsahtamasta sivuttaisvoimien vaikutuksesta.
- Kulutuslevy: Suuri laippa, joka suojaa työkalun pidikettä jyrsityn materiaalin hankaavalta virtaukselta.
- Kiinnitysholkki: Varmistaa, että työkalu pysyy tukevasti paikallaan ja antaa sen pyöriä, mikä edistää kovametallikärjen tasaista kulumista.

Työkalujen teknisten tietojen vertaileva analyysi
Oikean työkalun valinta riippuu leikkaussyvyydestä ja poistettavan materiaalin kovuudesta. Pehmeälle asfaltille tarkoitetun työkalun käyttäminen teräsbetonisillan kannella johtaa nopeaan vikaan ja lisää seisokkeja. Alla olevassa taulukossa esitetään tyypilliset käyttöskenaariot erilaisille volframikarbidityökalukokoonpanoille.
| Alustan tyyppi | Kärjen muoto | Keskeinen hyöty |
| Normaali asfaltti | Sylinterimäinen/kartiomainen | Suuri syöttönopeus ja nopeus |
| Kova Betoni | Vahvistettu korkki | Maksimaalinen iskusuoja |
| Hieno jyrsintä | Pieni halkaisija kartiomainen | Sileä pintarakenne |
Optimoi työkalun pitkäikäisyys ja suorituskyky
Elinikä volframikarbidin tiejyrsintätyökalut Kyse ei ole vain materiaalien laadusta, vaan myös käyttökunnossapidosta. Yksi kriittisimmistä tekijöistä on työkalun pyöriminen sen pidikkeessä. Jos työkalu juuttuu ja lakkaa pyörimästä, se kuluu epätasaisesti - ilmiö tunnetaan nimellä "flat-spotting" - mikä heikentää merkittävästi sen tehokkuutta ja voi vahingoittaa jyrsintärumpua. Asianmukainen vesijäähdytys on myös välttämätöntä; Veden ruiskuttaminen rummulle ei ainoastaan tukahduta pölyä, vaan myös pitää kovametallikärjet turvallisella käyttölämpötila-alueella lämpöhalkeilun estämiseksi.
Kulutusmallien seuranta
Käyttäjien tulee säännöllisesti tarkastaa työkalut "sienimäisten" tai teräsrungon pesun varalta. Sienistäminen tapahtuu, kun terästuki kovametallikärjen takana kuluu nopeammin kuin itse kovametalli, jolloin kärki putoaa lopulta. Laadukkaat työkalut hyödyntävät teräsrungon erityisiä lämpökäsittelyprosesseja, jotka vastaavat kovametallin kulumisastetta. Näin varmistetaan, että koko yksikkö saavuttaa käyttöikänsä lopun samanaikaisesti, mikä vähentää vaihtopysähdysten tiheyttä.
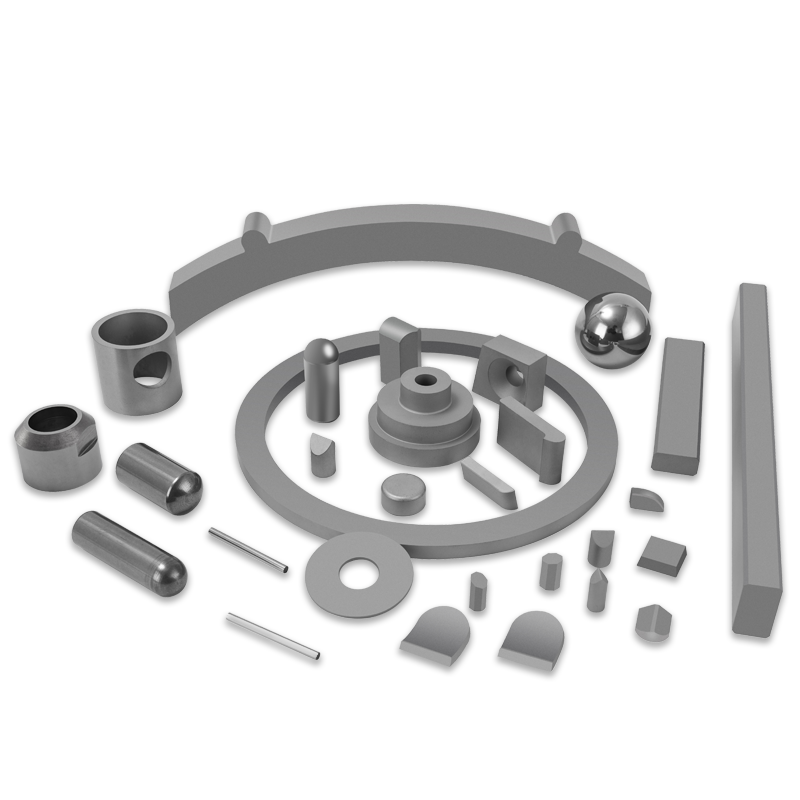
Tuotteemme //
Liittyvät tuotteet

Jos olet kiinnostunut tuotteistamme, ota meihin yhteyttä
